Kimpalan elektrik untuk pemula: nuansa kimpalan dan analisis kesalahan asas

Sebuah apartmen, apalagi rumah persendirian, memerlukan kerja-kerja penyelenggaraan dan pembaikan yang kerap. Seorang tukang rumah mesti menjadi jeneral, dapat melakukan banyak tugas yang berbeza. Oleh itu, tuan ingin menguasai sebanyak mungkin teknologi.
Salah satu kemahiran yang paling dicari adalah kemampuan untuk melakukan kerja kimpalan. Amalan menunjukkan bahawa pengelasan elektrik adalah yang terbaik untuk pemula - teknologinya mudah dan mudah diakses oleh sesiapa sahaja yang ingin belajar menggunakannya. Sebelum anda mula menguasai kaedah ini, anda harus membiasakan diri dengan aspek teori soalan, setuju?
Semua maklumat yang diperlukan diperincikan dalam artikel kami. Kami menerangkan prinsip pengelasan elektrik dan mengenal pasti peranti mana yang paling sesuai untuk digunakan di rumah. Di samping itu, artikel ini menyediakan teknologi langkah demi langkah untuk bahagian kimpalan, kaedah membuat jahitan, dan juga menyenaraikan kemungkinan kecacatan pada sendi.
Kandungan artikel:
Apa itu kimpalan elektrik?
Elektrik dipanggil salah satu kaedah kimpalan apabila busur elektrik digunakan untuk pemanasan dan pencairan logam seterusnya. Suhu yang terakhir mencapai 7000 ° C, yang jauh lebih tinggi daripada titik lebur kebanyakan logam.
Proses pengelasan elektrik berjalan seperti berikut. Untuk pembentukan dan penyelenggaraan arka elektrik, arus dibekalkan dari alat kimpalan ke elektrod.

Apabila rod elektrod menyentuh permukaan yang akan dikimpal, arus kimpalan akan mengalir. Di bawah pengaruh dan pengaruh busur elektrik, elektrod dan tepi logam unsur-unsur yang dikimpal mula mencair.Kolam pengelasan terbentuk dari lebur, seperti yang dikatakan oleh pengelasan, di mana elektrod lebur dicampurkan dengan logam asas.
Slag cair terapung ke permukaan mandi, yang membentuk filem pelindung. Setelah mematikan busur, logam secara beransur-ansur menyejuk, membentuk jahitan yang ditutup dengan kerak. Setelah bahan sejuk sepenuhnya, ia dibersihkan.
Elektrod yang tidak boleh digunakan dan boleh digunakan boleh digunakan untuk kimpalan. Dalam kes pertama, wayar pengisi dimasukkan ke dalam lebur untuk membentuk kimpalan, di kedua ini tidak diperlukan. Peralatan khas digunakan untuk pembentukan dan penyelenggaraan arka elektrik seterusnya.
Kemahiran tukang las domestik diperlukan untuk menyelesaikan pelbagai tugas:
Apa yang diperlukan untuk kimpalan di rumah?
Untuk kerja, pertama sekali anda memerlukan mesin kimpalan. Terdapat beberapa jenisnya.
Tentukan mana yang harus diutamakan.
- Penjana kimpalan. Ciri khas adalah keupayaan untuk menghasilkan tenaga elektrik dan menggunakannya untuk membuat busur. Ia akan berguna sekiranya tiada sumber semasa. Ia mempunyai dimensi yang mengagumkan, jadi tidak mudah digunakan.
- Pengubah kimpalan. Peranti menukar voltan bolak yang dibekalkan dari rangkaian ke voltan bolak dengan frekuensi yang berbeza, yang diperlukan untuk pengelasan. Peranti mudah dikendalikan, tetapi mempunyai dimensi yang signifikan dan bertindak balas negatif terhadap kemungkinan lonjakan voltan elektrik.
- Penyearah kimpalan. Peranti yang menukar voltan yang dibekalkan dari rangkaian menjadi arus terus, yang diperlukan untuk pembentukan busur elektrik. Berbeza dengan kekompakan dan prestasi keseluruhan yang tinggi.
Untuk operasi di rumah, penyearah jenis penyongsang lebih disukai. Mereka biasanya dipanggil penyongsang sederhana. Peralatannya mempunyai saiz yang sangat padat. Di tempat kerja, mereka menggantungnya di bahu. Prinsip pengoperasian peranti ini cukup mudah.
Ia menukar arus frekuensi tinggi menjadi arus terus. Mengendalikan arus seperti ini memberikan kimpalan berkualiti tinggi.

Penyongsang adalah ekonomi, bekerja dari rangkaian isi rumah. Di samping itu, adalah lebih baik bagi pemula untuk bekerja dengan mereka. Mereka sangat mudah dikendalikan dan menyediakan busur yang stabil.
Kelemahan penyongsang merangkumi kos yang lebih tinggi daripada peranti lain, kepekaan terhadap habuk, kelembapan dan lonjakan kuasa. Semasa memilih penyongsang untuk kimpalan rumah, perhatikan julat nilai arus kimpalan. Nilai minimum ialah 160-200 A.
Ciri-ciri peralatan tambahan mungkin memudahkan pemula.
Daripada "bonus" yang menyenangkan ini, perlu diperhatikan:
- Permulaan yang panas - yang bermaksud peningkatan arus awal yang dibekalkan pada saat pencucuhan arka kimpalan. Terima kasih kepada arka ini, pengaktifan lebih mudah.
- Anti tongkat - secara automatik mengurangkan arus kimpalan jika rod elektrod tersekat. Ini memudahkan pemisahannya.
- Kekuatan arka - meningkatkan arus kimpalan jika elektrod dibawa ke produk terlalu cepat. Melekat dalam kes ini tidak berlaku.
Sebagai tambahan kepada mesin kimpalan jenis apa pun, elektrod diperlukan. Jenama mereka dipilih paling sesuai mengikut jadual khas, yang menunjukkan jenis bahan yang dikimpal.
Topeng kimpalan juga diperlukan. Paling baik, yang dipakai di kepala. Model yang perlu anda pegang di tangan anda sangat tidak selesa.

Topengnya mungkin kaca gelap sederhana atau apa yang disebut "bunglon". Pilihan terakhir lebih disukai, kerana ketika busur muncul, kaca akan menjadi gelap secara automatik.
Bekerja hanya dengan pakaian khas yang melindungi daripada percikan dan sinaran ultraviolet. Ia boleh menjadi pakaian kapas yang tebal, kasut bot atau kasut tinggi, sarung tangan atau sarung tangan getah.
Teknologi kimpalan elektrik
Mempelajari cara mengimpal bahagian dengan kimpalan elektrik adalah lebih baik di bawah bimbingan pengimpal yang berpengalaman. Sekiranya ini gagal kerana sebab tertentu, anda boleh mencubanya sendiri. Mula-mula anda perlu mengatur tempat kerja dengan betul. Ini sangat penting, kerana pengelasan merujuk kepada suhu tinggi, dan oleh itu proses berbahaya kebakaran.
Untuk kerja, anda perlu memilih meja kerja atau alas lain yang diperbuat daripada bahan yang tidak mudah terbakar. Meja kayu dan produk serupa dilarang sama sekali. Dianjurkan bahawa berhampiran tempat di mana pengelasan akan dilakukan, tidak ada benda yang mudah terbakar.
Pastikan meletakkan baldi air di dekat anda untuk menghilangkan kemungkinan punca pencucuhan. Di samping itu, anda perlu menentukan tempat yang selamat di mana sisa elektrod terpakai akan ditambahkan. Bahkan yang terkecil dapat menimbulkan api.

Untuk jahitan bebas pertama, anda perlu menyediakan sekeping logam yang tidak diperlukan dan mengambil elektrod untuknya. Pakar mengesyorkan menggunakan batang 3 mm dalam kes seperti itu. Diameter yang lebih kecil digunakan untuk mengimpal kepingan nipis, yang tidak selesa untuk dipelajari. Elektrod berdiameter lebih besar memerlukan peralatan berkuasa tinggi.
Kita mulakan dengan melucutkan bahagian logam di mana jahitan akan berada. Tidak boleh ada karat dan pencemaran.
Setelah bahagian disiapkan, ambil elektrod dan masukkan ke dalam penjepit mesin kimpalan. Kemudian kami mengambil klip "pembumian" dan memperbaikinya di bahagiannya. Periksa semula kabel. Ia mesti dimasukkan ke dalam pemegang dan terlindung dengan baik.
Sekarang anda perlu memilih kuasa semasa operasi untuk mesin kimpalan. Ia dipilih mengikut diameter elektrod. Kami menetapkan kuasa yang dipilih pada panel peralatan kimpalan.
Langkah seterusnya ialah pencucuhan arka. Untuk melakukan ini, elektrod mesti dibawa ke bahagian pada sudut sekitar 60 ° dan sangat perlahan dipegang di pangkal. Percikan api mesti muncul. Sebaik sahaja ini berlaku, sentuh perlahan elektrod ke bahagian tersebut dan segera angkat ke ketinggian tidak lebih dari 5 mm.

Pada masa ini, busur berkelip, yang mesti dijaga sepanjang masa operasi. Panjangnya hendaklah 3-5 mm. Ini adalah jarak antara hujung elektrod dan benda kerja.
Memastikan arka dalam keadaan berfungsi, anda perlu ingat bahawa semasa operasi elektrod terbakar dan menjadi lebih pendek. Sekiranya elektrod terlalu dekat dengan benda kerja, pelekat mungkin berlaku. Dalam kes ini, anda perlu mengayunkannya sedikit ke sisi. Arka mungkin tidak menyala pada kali pertama.Mungkin tidak ada arus yang mencukupi, maka ia perlu ditingkatkan.
Setelah tukang las pemula belajar menyalakan busur dan menyimpannya dalam keadaan berfungsi, anda boleh meneruskan penggabungan roller. Ini adalah operasi yang paling mudah. Kami membakar busur dan mula menggerakkan elektrod dengan lancar dan tepat di sepanjang jahitan masa depan.
Pada masa yang sama, kami melakukan pergerakan berayun menyerupai bulan sabit dengan amplitud kecil. Kami semacam "menyapu" logam lebur ke pusat busur. Oleh itu, anda harus mendapatkan jahitan yang sekata yang kelihatan seperti roller. Di dalamnya akan terdapat kemasukan logam beralun kecil. Setelah menyejukkan jahitan, anda perlu menjatuhkan kerak ke dalamnya.
Teknik Kimpalan Arka - Kaedah Kimpalan
Untuk mendapatkan jahitan berkualiti tinggi, anda perlu belajar bagaimana menjaga, dan kemudian menggerakkan busur. Terutama mempengaruhi kualiti panjang arka elektrik. Sekiranya lebih dari 5 mm, maka ia dianggap panjang.
Dalam kes ini, berlaku pengoksidaan dan pengoksidaan logam lebur. Ia disembur dengan titisan, sementara jahitannya berpori dan tidak cukup kuat. Sekiranya busur terlalu pendek, kekurangan peleburan boleh berlaku.

Kaedah yang berbeza digunakan untuk melakukan pengelasan. Kami mempertimbangkan secara terperinci perkara utama.
Pilihan # 1: sendi pantat bawah
Kaedah yang paling biasa dan paling mudah untuk menyambungkan bahagian. Untuk ketebalan logam hingga 0,8 cm, kimpalan dua sisi digunakan. Untuk sambungan logam yang lebih nipis dari 0.4 cm, hanya dilakukan pengelasan satu sisi.
Untuk kerja, elektrod dipilih yang diameternya sama dengan ketebalan logam. Sekiranya melebihi 8 mm, kimpalan dilakukan dengan tepi pemotongan. Selanjutnya, sudut pemotongan kira-kira 30 °.
Pengelasan dilakukan dalam beberapa hantaran. Dianjurkan untuk menggunakan lapisan yang boleh dilepas yang terbuat dari keluli atau tembaga untuk mengelakkan luka bakar. Hantaran pertama dilakukan dengan elektrod berdiameter kecil, tidak lebih dari 4 mm.
Dalam proses melakukan jahitan pertama, ketepatan dan kedalaman penembusannya sangat penting. Selepas penggunaannya, tidak boleh ada logam cair di luar tepi.
Untuk hantaran kedua dan seterusnya, rod elektrod dengan diameter lebih besar digunakan. Mereka dipilih untuk mengisi lubang yang berkualiti tinggi yang terbentuk di antara tepi.
Elektrod perlahan-lahan digerakkan di sepanjang jahitan, sambil melakukan pergerakan berayun, seolah-olah mengayunkan elektrod dari sisi ke sisi untuk mengisi lompang sepenuhnya dengan logam lebur.
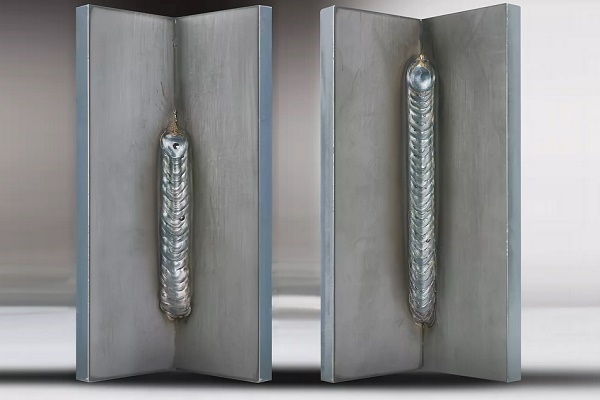
Pilihan # 2: sendi sudut bawah
Pengimpal yang berpengalaman berpendapat bahawa hasil yang baik dapat dicapai dengan mengimpal sudut "di kapal." Ini bermaksud bahawa bahagian yang akan disambungkan dipasang pada sudut 45 ° atau yang lain.
Ini memastikan penembusan dinding produk yang berkualiti tinggi, dan risiko pemotongan yang rendah dan kekurangan penembusan dikurangkan. Kaedah kimpalan ini membolehkan pengelasan permukaan keratan rentas besar dalam satu hantaran.

Terdapat dua jenis pengelasan "perahu" - simetrik dan asimetrik:
- Bahagian cenderung pada 45 °. Kemungkinan kendur atau memotong salah satu dinding adalah minimum. Pengimpalan polaritas terbalik dan langsung dilakukan pada nilai arus maksimum. Semasa melakukan polaritas terbalik kimpalan, panjang lengkungan elektrik mestilah minimum.
- Condongkan bahagian pada sudut 60 ° atau 30 ° - "kapal" asimetrik. Pilihan ini sangat sesuai jika kerja dilakukan di tempat yang sukar dijangkau, kerana amplitud pergerakan elektrod kecil. Tukang las mengarahkan busur ke akar jahitan, sambil memastikannya tidak melampaui batas jahitan masa depan. Ia juga tidak dibenarkan menyimpan terlalu banyak logam dalam satu hantaran.
Sambungan sudut boleh berbentuk T, jadi anda perlu belajar bagaimana mengimpal logam dengan betul dan tanpa kesalahan dalam beberapa hantaran.
Penggunaan satu lorong hanya mungkin apabila struktur sederhana dikimpal ke sisi, yang membentuk sudut 45 ° pada kimpalan fillet. Diameter elektrod dalam kes ini tidak boleh melebihi ketebalan logam melebihi 0.15-0.3 cm.
Kimpalan T pelbagai lulus standard dilakukan seperti berikut. Untuk hantaran pertama, elektrod berdiameter lebih besar diambil daripada yang dipilih untuk lulus berikutnya. Sebagai contoh, elektrod digunakan, ukurannya bervariasi dari 0,4 hingga 0,6 cm.

Kimpalan dijalankan dengan lancar, tanpa pergerakan getaran melintang. Semasa melakukan baki hantaran, ia mesti dilakukan. Adalah penting bahawa amplitud ayunan berada dalam lebar jahitan yang boleh diterima.
Perkara penting yang lain. Semasa melakukan pengelasan T pada sendi bersudut, busur elektrik harus selalu dinyalakan di rak yang terletak secara mendatar.
Semasa melakukan pengelasan sudut elektrik sendiri, anda boleh menggunakan jenis sambungan yang bertindih. Dalam kes ini, bahagian yang hendak dikimpal diletakkan satu di atas yang lain dengan pertindihan. Busur dengan kekutuban lurus harus pendek, dengan sebaliknya - sesingkat mungkin. Arahkan busur tepat ke akar persimpangan.
Semasa proses kimpalan, perlu melakukan gerakan timbal balik amplitud kecil dengan elektrod. Oleh itu, adalah mungkin untuk memanaskan seluruh kawasan sendi secara seragam. Dalam kes ini, kolam pengelasan diisi secara merata, dan jahitannya akan menjadi cembung dan bersaiz penuh.
Pilihan # 3: jahitan menegak
Jahitan yang diarahkan secara menegak hanya menghasilkan lengkok pendek. Arus bekerja mestilah 10% -20% kurang daripada ketika mengimpal bahagian pada kedudukan yang lebih rendah. Keperluan ini mudah dijelaskan.
Kurang arus bermaksud logam cair cair tidak akan mengalir dari kolam kimpalan. Busur yang lebih kecil lebih senang digunakan.

Pengimpal berpengalaman lebih suka memasak jahitan menegak dari bawah ke atas. Busur dibakar pada titik terendah jahitan masa depan. Kemudian sediakan platform kecil yang melintang, dimensi yang sesuai dengan keratan rentas jahitan masa depan.
Kemudian perlahan-lahan gerakkan rod elektrod ke atas. Dalam kes ini, pergerakan melintasi sambungan semestinya dilakukan.
Mereka boleh berbentuk pokok Krismas, sudut atau bulan sabit. Pilihan terakhir adalah yang paling senang dilakukan. Di samping itu, penting untuk memerhatikan kedudukan elektrod yang betul.Secara teorinya, penembusan dilakukan dengan baik jika batangnya tegak lurus dengan jahitan, iaitu secara mendatar.
Kimpalan pantat dicirikan oleh kriteria berikut:
Amalan menunjukkan bahawa pada kedudukan rod elektrod ini, logam cair mengalir ke jahitan. Untuk mengelakkan ini, sudut rod dipilih dalam jarak 45 ° -50 °. Ini adalah pilihan terbaik untuk pengelasan menegak. Untuk mengimpal bahagian dari arah bawah ke atas, elektrod dipilih yang diameternya tidak melebihi 0.4 cm.
Pilihan # 4: perincian saluran paip
Di rumah, anda sering harus ingat bagaimana mengimpal paip logam dengan kimpalan elektrik. Jahitan menegak biasanya dibuat di sisi bahagian, dan jahitan mendatar di sekeliling lilitan. Paip keluli kimpalan punggung. Semua tepinya pasti mendidih dengan baik.
Untuk mengurangkan kemasukan di dalam paip, elektrod dibawa ke produk pada sudut tidak lebih dari 45 °. Lebar jahitan harus 0,6-0,8 cm, tinggi - 0,2-0,3 cm.

Sebelum mengimpal, bahagian yang hendak disambungkan dibersihkan dengan teliti. Hujung paip diperiksa. Sekiranya mereka cacat, mereka diluruskan atau potong menggunakan pemotong paip. Kemudian bahagian tepi dilicinkan ke kilauan logam di dalam dan di luar pada jarak sekurang-kurangnya 1 cm dari tepi. Kemudian teruskan ke kimpalan.
Sendi dikimpal tanpa gangguan sehingga dibancuh sepenuhnya. Untuk sambungan paip yang tidak berputar dengan dinding selebar 0,6 mm, dua pas kimpalan dilakukan, untuk produk dengan dinding selebar 0,6 hingga 1,2 cm, tiga lorong, untuk bahagian dengan dinding lebih lebar dari 1,9 cm, empat lorong.
Lebih-lebih lagi, setiap jahitan berikutnya hanya diterapkan setelah sisik dikeluarkan dari yang sebelumnya.
Yang paling penting adalah kualiti jahitan pertama. Dalam proses pelaksanaannya, semua tumpul dan tepi harus meleleh sepenuhnya. Keretakan, walaupun terkecil, tidak seharusnya. Sekiranya ada, mereka dileburkan atau ditebang. Kemudian serpihan itu dibancuh semula. Begitu juga dengan pengelasan paip putar.
Kemungkinan kecacatan pada sendi dan jahitan kimpalan
Kimpalan elektrik adalah proses yang rumit dan tidak selalu semuanya berjalan lancar.
Akibat daripada kesalahan dalam kerja, jahitan dan sendi boleh mengalami pelbagai kecacatan, antaranya:
- Kawah Lubang kecil di manik kimpalan. Mungkin muncul sebagai akibat dari pemecahan busur atau kesalahan dalam pelaksanaan serpihan akhir jahitan.
- Pori-pori. Jahitan kimpalan menjadi berpori akibat pencemaran tepi bahagian dengan karat, minyak, dan lain-lain. Selain itu, keliangan boleh muncul apabila jahitan disejukkan terlalu cepat, pada kelajuan kimpalan yang tinggi dan ketika bekerja dengan elektrod yang tidak kering.
- Undercuts. Mereka kelihatan seperti lubang kecil di kedua sisi manik jahitan. Muncul ketika elektrod dipindahkan ke arah dinding menegak semasa mengimpal sendi sudut.Di samping itu, jalan pintas terbentuk ketika bekerja dengan busur panjang atau jika nilai arus kimpalan terlalu tinggi.
- Kemasukan terak. Di dalam manik kimpalan terdapat kepingan terak. Ini boleh berlaku apabila tepi kotor, kelajuan kimpalan tinggi, atau jika arus kimpalan terlalu rendah.
Ini adalah kecacatan kimpalan yang paling biasa, tetapi mungkin ada yang lain.
Maklumat tambahan mengenai pengelasan jahitan menegak dan mendatar dengan kimpalan elektrik ditunjukkan dalam artikel ini.
Kesimpulan dan video berguna mengenai topik tersebut
Ciri-ciri kimpalan paip:
Cara memilih penyongsang kimpalan:
Sekiranya dikehendaki, mana-mana tuan rumah dapat mempelajari asas pengelasan. Tidak begitu sukar. Ini akan memerlukan kesabaran, ketepatan dan, tentu saja, pelaksanaan semua arahan yang tepat. Semuanya akan menjadi lebih mudah sekiranya proses menguasai kemahiran baru diadakan di bawah bimbingan pakar yang berpengalaman.
Adakah anda mempunyai pengalaman peribadi menyertai bahagian menggunakan kimpalan elektrik? Ingin berkongsi pengetahuan anda atau bertanya mengenai topik tersebut? Sila tinggalkan komen dan sertai perbincangan - borang maklum balas terdapat di bawah.
 Cara pengelasan paip polietilena dilakukan: taklimat mengenai kerja
Cara pengelasan paip polietilena dilakukan: taklimat mengenai kerja  Mesin kimpalan untuk paip polietilena: mana yang lebih baik untuk dibeli dan cara menggunakannya dengan betul
Mesin kimpalan untuk paip polietilena: mana yang lebih baik untuk dibeli dan cara menggunakannya dengan betul  Suhu pematerian paip polipropilena: tahap utama pengelasan diri + jadual nilai
Suhu pematerian paip polipropilena: tahap utama pengelasan diri + jadual nilai  Cara memasak jahitan menegak dan mendatar dengan kimpalan elektrik: arahan langkah demi langkah
Cara memasak jahitan menegak dan mendatar dengan kimpalan elektrik: arahan langkah demi langkah  Berapa kos untuk menyambungkan gas ke rumah persendirian: harga mengatur bekalan gas
Berapa kos untuk menyambungkan gas ke rumah persendirian: harga mengatur bekalan gas  Mesin basuh terbaik dengan pengering: penilaian model dan petua pelanggan
Mesin basuh terbaik dengan pengering: penilaian model dan petua pelanggan  Berapakah suhu warna cahaya dan nuansa memilih suhu lampu yang sesuai dengan keperluan anda
Berapakah suhu warna cahaya dan nuansa memilih suhu lampu yang sesuai dengan keperluan anda  Penggantian geyser di apartmen: penggantian kertas kerja + norma dan syarat asas
Penggantian geyser di apartmen: penggantian kertas kerja + norma dan syarat asas {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Terima kasih! Saya belajar banyak perkara berguna untuk diri saya. Bagaimana cara mengimpal paip persegi pada sudut 90?
Video yang berguna, pada pendapat saya, terutamanya untuk penghapus.
Terima kasih! Ia sangat menarik untuk dibaca.
Terima kasih atas maklumat.