Maskin for å bøye et profilrør: hvordan bygge en rørbøyemaskin med egne hender

I husholdninger brukes ikke en profilrørbøyemaskin så ofte som å kjøpe dyrt fabrikkprodusert utstyr.
Når et slikt behov oppstår, kan en enkel rørbender gjøres privat, etter at du tidligere har bestemt hvilken type av denne designen som er egnet for oppgaven.
I denne artikkelen blir varianter av maskiner for bøyningsrør analysert i detalj, prinsippene for deres drift og konstruksjonsmetoder er beskrevet.
Innholdet i artikkelen:
Typer maskiner for å bøye et profilrør
Det er mange modifikasjoner av utstyr for å endre konfigurasjonen av profilrør. Dette skyldes den minste bøyeradius. Hvis denne viktige parameteren blir neglisjert, skjer en endring i styrkeegenskapene til materialet til det verre på bøyestedet. Du må også kjenne til noen teknologiske finesser. bøyende metallrør og ta dem i betraktning under arbeidet.
Når du velger en design for å ta hensyn til materialet til arbeidsstykket, diameter, veggtykkelse.
Klassifisering av bøyemaskiner etter drivtype
Avhengig av drivtype er maskiner designet for å bøye eventuelle rør manuelt, elektromekanisk og hydraulisk.
Manual. Dette er ekstremt enkle mekanismer som er tilgjengelige for uavhengig produksjon selv for en person som ikke er dedikert til det vanskelige ved å jobbe med metall.

Elektro. En slik maskin har en frekvensomformer i form av en elektrisk motor - en stepper eller konvensjonell, koblet gjennom et lavere gir. Den siste løsningen gir bøying av høy kvalitet på grunn av riktig spenningsfordeling.
Enheten er ikke enkel å produsere, den krever spesiell kunnskap og i det minste litt profesjonalitet.

Hydraulisk. Stasjonen i denne modellen er manuell. I motsetning til en enkel manuell konstruksjon, er en hydraulisk sylinder inkludert i kretsen, noe som reduserer muskelinnsatsen som brukes under bøying betydelig.
Ruller gir sjansen til å bøye et profilrør i alle nødvendige retninger. Det manuelle profilegibet med hydraulikk med sin lille vekt kan bøye rørsortimentet opp til 10 cm bredt.

Typer benders etter installasjonsmetode
Det er en inndeling av profilbøyer og avhengig av installasjonsmetode. Skille mellom stasjonært, bærbart og bærbart utstyr. Stasjonære maskiner kan ha form av en enkel betongplate med stenger, eller solid utstyr.
Kompakte bærbare rørbukkere har støttefeste, men den bærbare modellen har ikke støtte, den blir hentet hver gang du bruker utstyret.
Klassifisering av maskiner etter bøyemetode
Utformingen av profilbøyemaskinen og dens ytelse vil avhenge av bøyemetoden. Det er tre viktigste bøyemetoder. Den første er ekstrudering, når profilrørets geometri endres ved bruk av en deformerende rulle som fungerer som en stans. Matrisen i dette tilfellet er fraværende.
For å utføre operasjonen kreves det 2 sterke støtter fra motsatte sider av svingen, som også fungerer som matrise. Som slike støtter bruker svingbare sko eller ruller.
Siden kraften øker gradvis og konstant har en vinkelrett retning i forhold til røret, gjør metoden det mulig å oppnå et godt sluttresultat. Vi bruker metoden bare for arbeid i et lite volum.
Det andre er å trykke. For å oppnå en sving brukes prinsippet om en benkskrue - et rørsegment plasseres mellom matrisen og stansen.
Profilene til sistnevnte, for å oppnå bøying av høy kvalitet, må nøyaktig gjenta delens geometri. Og også i beregningen er det nødvendig å ta hensyn til den gjenværende deformasjonen av metallet. Hjemme er denne metoden anvendelig når det ikke er behov for stor nøyaktighet.

Den tredje - rulling - en universell metode som brukes til å bøye både tynnveggede og tykkveggede rør. Bøying oppnås ved å trekke arbeidsstykket mellom rullene - en roterende og to støttende.
I tillegg til det ovennevnte, kan rørbøyning også utføres ved følgende metoder:
Uavhengig av den valgte designen, i uavhengig produksjon av en maskin for å bøye rør, er det nødvendig å ta hensyn til anbefalingene fra spesialister. Når du velger materiale til sengen, er det nødvendig å gå ut fra det faktum at tykkelsen på metallet skal være minst 1/6 av bredden på det profilerte røret.
Så hvis du må bøye et rør med et tverrsnitt med et rektangel med parametere 50 x 25 mm, må du ta en kanal eller hjørne på minst 10 mm tykk for å unngå deformasjon av sengen under bøying. Baseplaten og stansen med en dyse skal være 2 ganger tykkere.
Den optimale diameteren på valsene er minimum trippel seksjonsstørrelser. Kanalen og vinkelen som er tatt for fremstilling av rammen, skal være henholdsvis 2 og 3 ganger rørets bredde. Hvis du må jobbe med å bøye profilrør med rektangulært tverrsnitt 50 x 25 mm, trenger du en kanal 100 x 10 eller et hjørne 150 x 10.
Vi lager en hydraulisk rørbender
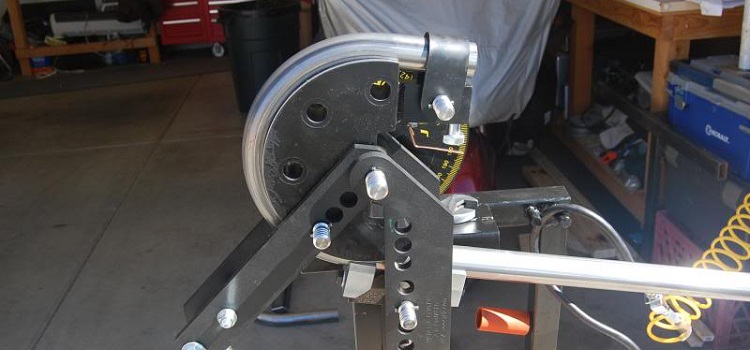
Tenk på et hydraulisk maskinverktøy, der bøyning oppstår på grunn av at senterrøret skyves gjennom midten med en stans festet på en stigende stang. Som et resultat av nær kontakt med arbeidsstykket, hviler på to stasjonære ruller, med en bevegelig stempel, tar sistnevnte sin form.

For markering av arbeidsflaten legges det en vertikal akse og i avstanden som er angitt på tegningen fra kanten og aksen, noteres plasseringen av de nedre hullene. Marker deretter plasseringen av de øvre hullene, og støtt av ønsket avstand fra kanten. De kobler en rett linje til midten av disse hullene og legger like segmenter på den.
Aksene til mellomhullene vil være i skjæringspunktet mellom merkene som er laget med den skrå aksen. Hull på arbeidsflaten er nødvendig for å kontrollere bøyningsradiusen til profilstykket. Siden arbeidsflaten består av to speilvendte deler, er den andre merket på samme måte.
Maskinens høyde bestemmes av parametrene til jekken og avstanden som er angitt på tegningen med symbolet "a". For å bøye et profilrør med en bredde på 15 mm, bør dette gapet i jekken ikke fungere omtrent 20 mm.
I denne konstruksjonen blir kraften som overføres av stansen konsentrert i sin øvre del. Som et resultat av denne effekten gjennomgår den ytre radius av røret spenning, noe som kan forårsake tynning av veggen, og i noen tilfeller brudd. Derfor anbefales ikke denne maskinen å brukes til deformasjon av tynnveggede arbeidsstykker.
DIY rørbender
På slikt utstyr får arbeidsstykket en gitt form ved å rulle. I et hjemmeverksted er det lettere å lage en 3-rullers konstruksjon med en manuell stasjon. Vurder to alternativer for slike maskiner.
Alternativ for rotasjonsplattform
Prinsippet for konstruksjon av en slik maskin for å bøye rør med et annet tverrsnitt enn runde er som følger:
- Hovedbedet er koblet gjennom en ledd til en rotasjonsplattform, som angir bøyevinkelen.
- Plattformen drives av en jekk som hviler på den av arbeidsstangen.
- Profilbrosjering utføres ved rotasjon av håndtaket som er plassert på mellomakselen.
For fremstilling av maskinens sokkel og stativer er det nødvendig med en kanal med en vegghøyde på 150 til 200 mm i en mengde på omtrent 3 m. Et stålrør med en indre diameter lik den ytre diameteren til lagrene, som er delt inn i 6 korte segmenter, er egnet som lagre for lagrene, valsens base.

Fra kanalen lages basen og to plattformer. Etter å ha gått av fra den ene siden ca. 0,5 m, sveises et vertikalt stativ fra samme kanal. For å gjøre dette er to segmenter sammenkoblet for å gjøre stativet sterkt.
Ved å se den horisontale posisjonen strengt, monterer de en stasjonær plattform, og bakre stativet er sveiset til den. Deretter tar de en seksjon av profilrøret og øker begrenserne med en høyde som ikke er mindre enn tykkelsen på profilrøret, hvis deformasjon antas å utføres på maskinen som produseres.
Føringsplattformen er koblet til hovedrammen ved hjelp av dørhengsler. Lagre er montert på de utvidede stoppene og kantene på begge plattformene ved sveising og forsterkning av strukturen med hjørner. Sjaktene settes inn i lagrene, og et håndtak er festet til midten.
En jekk er montert under kanten av føringsplattformen og festet til basen ved hjelp av en boltforbindelse.
Montering av en rørbender med en rotasjonsplattform utføres i følgende sekvens:
Three Roller Rolling Machine
På denne maskinen legges røret på ruller som er plassert på sidene. Den øvre bevegelige rullen senkes ned på produktet ovenfra og fikser den på denne måten. Drei deretter på håndtaket og over kjeden til bevegelsene til akslene. Røret strekker seg og endrer geometri.
Ved å øke trykket gradvis ved å stramme klembolten og trekke arbeidsstykket, oppnår de bøyning av røret i ønsket vinkel.

For å få en maskin til å fungere i henhold til denne ordningen, er det nødvendig å klargjøre en hylle og formede metallprodukter for rammen, sjakter, 4 sterke fjærer, en kjede, lagre, festemidler og andre detaljer. For å montere lagrene kreves det 3 aksler med parametere som tilsvarer tannhjulene og lagrene.
To sjakter er designet for plassering i sideretningen, og den tredje (klemme) - for oppheng på fjærer. Disse varene vil sannsynligvis måtte bestilles på verkstedet, og resten kan gjøres med egne hender.
Sammensetningen av klemakselen inkluderer lagre, gir og ringer. I ringene kuttes tråden under klemboltene og det lages spor. Utfør seter under klemakselen i kanalens hyller. På sluttfasen blir strukturen satt sammen med installasjonen av rammen.
Etterpå er klemakselen på fjærene festet til sokkelen ved hjelp av en nøkkelforbindelse hengt opp.Støttejakter er installert på sidene, og en kjede trekkes mellom dem, ved bruk av et magnetisk hjørne som holder.
På en av dem, feste håndtaket med et roterende rør, utfører de deretter installasjonen av jekken. Fest den til plattformen med bolter og sveising.
Når du installerer fjæringsakselen, observeres en viss sekvens: først installer den på hylla, muttere under fjærene er sveiset til den, plattformen blir snudd og koblet til fjærene. Det skal bemerkes at med økende avstand mellom valsene, reduseres kreftene som utøves for bøyning.
For å sette sammen en rullende rørbender trenger du:
På siden vår er det flere flere artikler som beskriver detaljerte alternativer for hjemmelagde enheter for å bøye profilrør. Vi anbefaler at du leser:
- Slik bygger du en rørbender for profilrøret ditt: en oversikt over de beste hjemmelagde produktene
- Hvordan lage en rørbender med egne hender: eksempler på de beste hjemmelagde produktene
Hvordan bøye et profilrør på en enkel måte?
Den mest primitive enheten for å endre formen på et profilrør er bruken av en tremal. Det kan brukes i tilfelle bøying av tynnveggede rør laget av stål eller aluminium. For å lage en så improvisert maskin tar de brett, fester de sammen på noen måte og kutter ut malen.

Ved kontaktpunktet med røret, skal tykkelsen på malen være større enn tverrsnittshøyden på profilrøret med flere centimeter. Kanten av malen utføres med en skråning, ellers kan røret skli.
Designet er utstyrt med et stopp og festet til en viss stabil base. Røret plasseres mellom malen og stoppet, og materialet begynner å bøye fra kanten av røret. Hvis du starter bøyeprosessen fra midten, kan det tynnveggede røret flate ut.
Du kan sette en metallstang i røret med en diameter som tilsvarer rørets boring, eller du kan bare ta et stykke rør og legge det på arbeidsstykkets hest. I alle fall vil det være mer praktisk.
For mer informasjon om hvordan du bøyer et profilrør uten spesialutstyr, les dette.
Etter samme prinsipp lages kraftigere maskiner. I dette tilfellet blir kraften opprettet ved hjelp av en vinsj, og røret festes sterkere slik at det ikke går i stykker.
Konklusjoner og nyttig video om emnet
De grunnleggende reglene for fremstilling av en maskin for prosessering av formede rør:
Rørbøyemaskin, nær fabrikkdesign:
Av alle alternativene for rulleformingsmaskiner, bør designen som er mest egnet til formålet med bruken, velges. Noen ganger er den enkleste mekanismen nok til å gi deg den nødvendige mengden bøyd profil uten spesielle økonomiske kostnader.
Har du personlig erfaring med å bygge en rørbøyemaskin? Kanskje du kan gi nyttig informasjon om emnet for artikkelen og legge ut et bilde av enheten som er laget? Legg igjen kommentarer, del erfaringer, still spørsmål i blokken nedenfor.
 Slik bøyer du et profilrør med egne hender uten spesialverktøy
Slik bøyer du et profilrør med egne hender uten spesialverktøy  DIY-installasjon av HDPE-rør: sveiseinstruksjoner + hvordan bøye eller rette slike rør
DIY-installasjon av HDPE-rør: sveiseinstruksjoner + hvordan bøye eller rette slike rør  DIY-håndverk fra propylenrør: gjør-det-selv-hjemmelagde alternativer
DIY-håndverk fra propylenrør: gjør-det-selv-hjemmelagde alternativer  Slik lager du en stol fra polypropylenrør med egne hender: trinnvise instruksjoner for produksjon
Slik lager du en stol fra polypropylenrør med egne hender: trinnvise instruksjoner for produksjon  DIY kobberrørinstallasjon: kobberrørinstallasjonsteknologi
DIY kobberrørinstallasjon: kobberrørinstallasjonsteknologi  DIY sveiseteknologi for polypropylenrør: oversikt over metoder og nyanser
DIY sveiseteknologi for polypropylenrør: oversikt over metoder og nyanser  Hvor mye koster det å koble gass til et privat hus: prisen for å organisere gasstilførsel
Hvor mye koster det å koble gass til et privat hus: prisen for å organisere gasstilførsel  De beste vaskemaskinene med tørketrommel: modellvurdering og kundetips
De beste vaskemaskinene med tørketrommel: modellvurdering og kundetips  Hva er lysets fargetemperatur og nyansene ved å velge temperaturen på lampene som passer dine behov
Hva er lysets fargetemperatur og nyansene ved å velge temperaturen på lampene som passer dine behov  Utskifting av en geyser i en leilighet: utskiftende papirer + grunnleggende normer og krav
Utskifting av en geyser i en leilighet: utskiftende papirer + grunnleggende normer og krav {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}