Hvordan metallrør bøyes: teknologiske finesser i arbeidsytelsen

Rør bøyd i vinkel har funnet anvendelse i olje- og kjemisk industri, maskin- og apparatteknikk. Ikke et eneste arkitektonisk eller byggeprosjekt er fullført uten dem.
Alle slags beslag kan brukes til svinger, men da kan det oppstå lekkasjer, og noen ganger er dette ganske enkelt uakseptabelt av estetiske grunner. Bøyerør gir et mer attraktivt utseende og høy pålitelighet - en prosess som ikke krenker deres integritet.
Vi vil fortelle deg hvordan du best kan bøye et metallrør med både kald og varm teknologi. Artikkelen vi presenterte beskriver detaljene for bøyerør laget av forskjellige materialer. Funksjonene ved å jobbe med profil og vanlige runde rør er gitt.
Innholdet i artikkelen:
Funksjoner ved bøyeprosessen
Hvert metall har sine egne egenskaper, uten hensyn til det er det umulig å gi en sammensatt form til valset metall. Et bøyerør påvirkes av radielle og tangensielle krefter.
Førstnevnte deformerer seksjonen, og sistnevnte bidrar til utseendet på folder. Hovedkravet for det endelige resultatet er at rørets tverrsnitt må forbli uendret, og det skal ikke være korrugeringer på veggene. Bøying lar deg minimere antall sveiser når du legger rørledninger med alle slags svinger.
Rørbøyingsmetoder
Basert på ønsket bøyevinkel, materiale og diameter på røret, kan bøying utføres manuelt eller ved bruk av spesialutstyr. Det skilles også mellom varm og kald bøyning, med fylling av rørhulen og uten å fylle den.

Etter avslutningen av lasten oppstår et fenomen som fjæring, som er direkte proporsjonalt med materialets elastisitetsmodul. Størrelsen på den mulige deformasjonen avhenger også av den anvendte bøyemetoden og objektets geometri.
Spesifikasjoner om varm teknologi
Denne metoden velges når det er nødvendig å bøye et rør med en diameter på 10 cm eller mer. Deform rør på en varm måte, enten manuelt eller ved å bruke mekanismer. Det er noe som en minimum bøyeradius.
Lengden på rørets sone, som må varmes opp, bestemmes basert på rørets diameter og bøyevinkelen. Dessuten kan avrundingen ikke være mindre enn diameteren på rørtidene 3.
Finn lengden på det oppvarmede området i henhold til formelen:
L = α x d / 15
I formelen: L er ønsket lengde i mm, α er bøyevinkelen i grader, d er diameteren på røret utenfor i mm, 15 er koeffisienten. Anta at et rør med en diameter på 200 mm må bøyes i en vinkel på 60 °, da er L = 60 x 200/15 = 800 mm, dvs. 4 diametre.

For å bøye røret, må det varmes til 900⁰. Den optimale temperaturen for å begynne å bøye er 760⁰, og på slutten - 720⁰C. Når det brennes, svekkes styrkeegenskapene til materialet.
Prosessen med varmbøyning inkluderer flere operasjoner:
- lage en mal;
- sand pakking;
- tomtemarkering;
- oppvarming;
- bøying.
For ikke å deformere rørseksjonen og på dens indre del i stedet for bøyningen, dannes det ikke søtsaker, det indre rommet er fylt med kvartssand.
Sanden er foreløpig tørket og kalsinert for å fjerne organiske urenheter ved en temperatur på 150 til 500 °, og deretter føres de gjennom en fin sil med en maskevidde på 3,3 x 3,3 mm. Før du begynner å fylle røret, må du plugge den ene enden av det.
Som plugger brukes tre- eller metallplugger som har en åpning for utløp av gasser. Fin og våt sand kan ikke brukes, som den første er sintret og fester seg fast til rørets vegger under termisk innvirkning.
Det andre, som et resultat av dannelse av damp, bidrar til utseendet av høyt indre trykk, noe som kan føre til at korken flyr ut.Tilstedeværelsen av småstein i pakningen er uakseptabelt, de kan skyve gjennom rørveggen.
Prosessen med å fylle røret er veldig tidkrevende, så det transporteres til tårnet og gir det en litt skrå eller loddrett stilling. Siden kvaliteten på svingen er direkte avhengig av pakningstetningen, tappes røret kontinuerlig gjennom hele prosessen. En dempet lyd indikerer god fylling av arbeidsstykket.
Før du fortsetter direkte til hovedoperasjonen, blir seksjoner av fremtidige bøyer tegnet på et sandfylt rør, festet en mal. Oppvarmede rør i ovner eller ovner. De bøyer seg både manuelt og mekanisk.
I sistnevnte tilfelle brukes spesielle plater utstyrt med skyvestolper, ved hjelp av hvilken den oppvarmede rørseksjonen er festet og med klemmer som tjener til å holde rørenden på platen. En kabel settes på den motsatte enden av røret, hvis spenning ved hjelp av en vinsj eller spir får røret til å bøye seg.
For å forhindre at rørveggene deformeres, plasseres pakninger i rackrørrommet - rett eller buet. Den frie enden med en kabel festet til den er sikret med et stativ. Under prosessen kan du kontrollere geometrien til røret, med jevne mellomrom bruke en mal på det.
Ved å bøye røret i ønsket vinkel, fjernes pluggene fra det ved å brenne ut eller ganske enkelt slås ut. Sand helles ut, røret blir renset og vasket. Utfør en siste bøyetest med en mal.
Kaldbøyning
For å endre konfigurasjonen av rør med små diametre, brukes forskjellige håndverktøy for store - mekaniserte rørbukkere. Hjemme er det ofte nødvendig å bøye vann og gass stålrørbrukes i enheten til vannforsyning og varmesystemer.
Bøying av et rør under 90⁰ kalles en sving, 180⁰ - kalach, med en avsats - et skudd, i form av en løkke - en brakett.

For manuell bøyning er det andre enheter. Hjemme, for fremstilling av en spole for oppvarming av vann, blir et rør i rustfritt stål med en diameter på omtrent 20 mm ganske enkelt viklet på et stykke rør med stor diameter. Tidligere sveises en brakett på et stort rør, legges på støtter og klemmes fast.
Røret er tettpakket med sand og lukkes med korker, settes deretter inn i braketten og viklingen begynner. Røret som brukes som mal må rulles, så det kreves innsats fra minst to personer. Etter å ha viklet ferdig, blir spolen jevnet.

Å bøye rustfrie stålrør eller annet materiale hjemme kan gjøres på det enkleste verktøyet. Det anbefales å søke på små mengder arbeid.
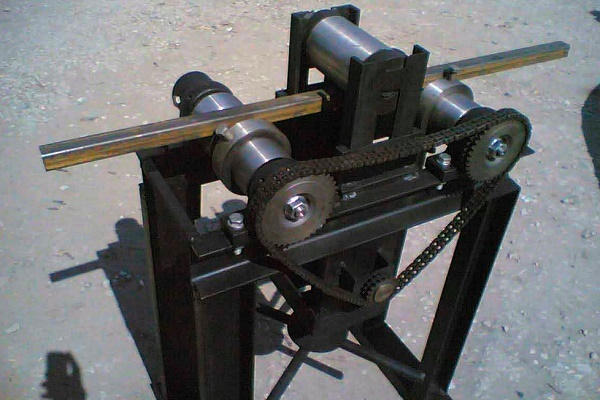
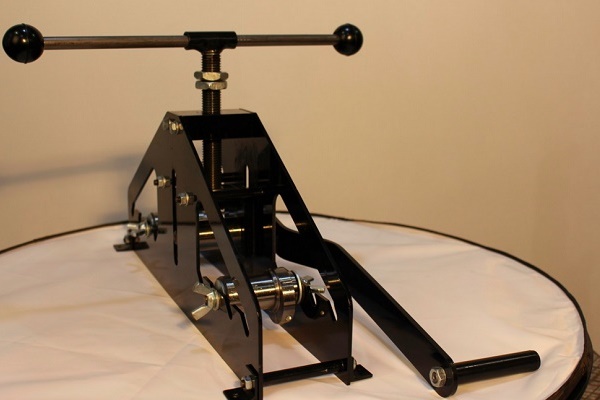
En enkel mekanisk maskin for å bøye et rør kan bygges med egne hender, spesielt hvis du har ferdighetene til en sveiser og er kjent med sveisemaskinen:
For å lage en primitiv rørbøyeanordning trenger en betongplate, pinner laget av metall og en hammer. Platen er delt inn i celler 40 x 40 eller 50 x 50 mm. På hjørnene av cellene blir hull boret med en puncher og pinner settes inn i dem.
Det rørformede produktet settes inn mellom pinnene og bøye ved å bruke kraft. Nøyaktighet med denne metoden for bøying er ikke ideell, men å bruke arbeidsstykket hjemme er ganske tilstrekkelig. For å bøye med større nøyaktighet, kan du bruke en enhet laget på grunnlag av en jekk.

Slik at den indre lumen i røret ikke deformeres, brukes midler som motvirker denne prosessen fra innsiden. Som indre begrensere brukes sand oftest. Samtidig settes en plugg inn i den ene enden av røret, og sand helles gjennom den andre, deretter tettes den med en kork. Deretter utføres bøying.
Noen ganger er begrenseren en fjær som er spesielt laget for dette formålet. Bruk en ledning med en diameter på 1 til 4 mm for vikling. Fjæren skal fritt gå inn i røret ved bøyepunktet, og la en del av ledningen ligge utenfor.
Det hydrauliske systemet med håndverktøy, bærbare og stasjonære maskiner letter i stor grad bøyeprosessen og fremskynder prosessen med rørdeformasjon:
Etter bøying fjernes fjæren ved å trekke i ledningen. Når det gjelder arbeid med et rør med firkantet tverrsnitt, velges en ledning med samme tverrsnitt for fremstilling av fjæren.
Et trådbunt bestående av separate segmenter som skyver ett innover om gangen til stedet for den fremtidige bøyningen, er også egnet for dette formålet. Etter at operasjonen er fullført, fjernes også segmentene én om gangen. Du kan bøye et rustfritt rør manuelt med et tverrsnitt på opptil 4 cm og en veggtykkelse på 0,3 cm.

For å jobbe med store diametre trenger du profesjonelt utstyr. Det er rørbøyemaskiner utstyrt med en spindel. Dette strukturelle elementet er en vanlig metallstang.

Før du begynner bøyeprosessen, plasseres den inne for å forhindre deformering av rørveggene. Dornene som er inkludert i settet har en annen seksjon, slik at du kan velge den rette for en viss diameter på rørprodukter.
Endre konfigurasjonen av ikke-jernholdige metallrør
Det er en veldig nyttig egenskap i ikke-jernholdige metaller - høy duktilitet. De har imidlertid utilstrekkelig styrke. Under bøyning, som et resultat av påføring av trykk- og strekkrefter, kan det forekomme kollaps eller brudd på røret. For å forhindre at dette skjer, må du strengt følge teknologien.
Hvordan bøye kobber- og messingrør?
For bøyning av kobber så vel som messingrør brukes både varme og kalde metoder. Når du velger det første som internt fyllstoff, velger du sand, det andre - smeltet kolofonium. Bøyeteknologien er den samme som for stålrør.
Rørprodukter laget av kobber og messing før kaldbøying kan gjenglødes med påfølgende kjøling. Temperaturområdet for begge materialer er det samme - fra 600 til 700 ° C. Forskjellen er i kjølemediet - kobber legges i vann, og messing avkjøles i luft.
Etter fullført prosess fjernes kolofonium ved å smelte den. For å forhindre brudd på røret, starter ikke prosessen fra midten av røret, bare fra endene. Som bøyeanlegg brukes både enkle verktøy og sofistikerte maskinverktøy.
Manuelle rørbukkere fungerer på grunn av fysisk innsats fra en person, mens hydrauliske bøtter reduserer denne innsatsen til et minimum. Både disse og andre er utstyrt med utskiftbare dyser for muligheten for å velge ønsket diameter.

Det er mye lettere å jobbe med kobber- og messingrør enn med stålrør, men metalldeformasjon under bøying skjer i henhold til de samme fysiske lovene. På en bøyd del opplever den ytre overflaten spenning, som et resultat av at veggene blir tynnere.
Inverse prosesser oppstår inne i røret - veggen trekker seg sammen og blir tykkere. Det er en risiko for å gjøre det sirkulære tverrsnittet til et ovalt og redusere det betingede passet, slik at du ikke kan begynne å bøye uten å gjøre tiltak for å forhindre disse fenomenene.
Bøyende aluminiumsrør
De viktigste metodene for å bøye aluminiumsrør er de samme som messing eller kobber:
- skyve mellom rullene;
- rullende;
- rulle bort;
- trykket.
Før du bestemmer deg for hvordan og hvordan du skal bøye aluminiumsrør, må du gjøre deg kjent med hver. Den første metoden brukes for tynnveggede rør med en maksimal diameter på 10 cm, når du trenger en skånsom sving med små nøyaktighetskrav. Minimumsradius er strengt regulert her. Verdien er 5-6 rørdiametre.
Plottets krumning bestemmer avbøyningsrullens plassering. På denne måten lages oftest dekorative elementer i interiøret. På den andre måten er rørmateriale med stor diameter bøyd, som det brukes 3-rørs rørbøyere for. Røret trekkes mellom drivrullene, hvis orientering bestemmer bøyeradius.

Nøyaktigheten til denne metoden er enda lavere enn den forrige, men delen kan utsettes for gjentatt bøying og gjenta prosessen til ønsket geometri er oppnådd.
Bøying av tynnveggede rør i aluminium kan gjøres manuelt etter å ha forberedt seg ordentlig:
Rollback-metoden sørger ikke for tilstedeværelse av et internt fyllstoff, så det brukes ikke til å oppnå små radier. Når du velger denne metoden, vil det ikke fungere for å oppfylle de strenge kravene til ovaliteten til seksjonen ved svingen.
For deformasjon av et aluminiumsrør ved trykk, brukes presser med matriser montert på dem med en matrise av ønsket form. Den gitte geometrien oppnås som et resultat av påvirkningen av trykk utøvd utenfra.
I noen tilfeller kan trykket være internt når røret plasseres i formen og væsken tilføres inni et trykk som er tilstrekkelig til å presse det mot veggene.
Det er ikke lett å bøye duraluminrør, som dette materialet er ganske hardt og fjærende. For å lette prosessen fyres de rett før de bøyes ved en temperatur på 350 til 400 ° C, og venter til rørene er naturlig avkjølt i luft.
Metoder for å bøye rør med stor diameter
Relativt nylig viste metoder er rørbøying som involverer industrielle og høyfrekvente strømmer og bøying med spenning. I det første tilfellet brukes en høyytelsesinstallasjon med høyfrekvens, der et rør med en diameter på 95 - 300 mm blir oppvarmet, bøyd og avkjølt.
Den består av to deler - en mekanisk en i form av en bøyemaskin og en elektrisk, inkludert en elektrisk del og en høyfrekvent installasjon.
Røret deformeres bare i det oppvarmede området som ligger i induktorsonen. Å endre geometrien til en forhåndsbestemt størrelse skjer under påvirkning av en avbøyningsrulle. Denne metoden kan brukes til å bøye med en liten krumningsradius.
Bøying ved bruk av den andre metoden utføres på bøyemaskiner, hvis sett inkluderer et rotasjonsbord. Store strekk- og bøyekrefter virker på røret. Dette gir deg bratt buede svinger med en konstant veggtykkelse rundt hele omkretsen.
Metoden brukes til å bøye rør med stor diameter brukt i luftfart, bilindustri, skipsbygging, der det stilles høye krav til rørledningen. Fordelen er muligheten til å bøye rør med en vegg fra 2 - 4 mm til 180⁰.
Funksjonene er fleksibelt profilutvalg
Profilrørprodukter har et mer estetisk utseende enn sine motstykker med et sirkulært tverrsnitt, så det finnes ofte i husholdningsstrukturer. Når du bøyer, virker kompresjonskrefter på innsiden, og strekkrefter fra utsiden. Velg nøye en bøyemetode før du fortsetter med denne operasjonen.
Profilsortimentet inkluderer rør med et tverrsnitt i form av et firkantet, ovalt, rektangel.
Det er flere nyanser, og du bør ikke glemme dem når du gjør det fleksible formede rør hjemme uten spesialutstyr:
- Den optimale lengden på den bøyde delen for profilerte rør med tynne vegger og en seksjon på opptil 2 cm er rørhøyden ganget med 2,5.
- For tykkveggede rør bestemmes lengden på bøyesonen ved å multiplisere tverrsnittet med tre. Ellers kan ikke sprekker av materialet fra utsiden eller dets deformasjon fra innsiden unngås.
- Minimumsverdien for krumningsradiusen er bøyetverrsnittet multiplisert med 2,5.
Uten å vurdere disse kravene, kan du ikke engang håpe på et godt resultat. Bøyemetoder skiller seg ikke fra de som brukes når du arbeider med produkter med sirkulært tverrsnitt. I tillegg kan du bruke metoden for manuell bøying med implementering av tverrgående kutt, som utføres på tre sider av røret.
Lengden på kutt og antall av disse bestemmes ved beregning. Anta at det er et rør 40 x 90 mm. Det er nødvendig å fullføre en full sving, dvs. bøy deg langs veggen 40 mm i en vinkel på 180 ° med en radius på 150 mm. Beregn først lengden på halvsirkelen langs den ytre radius:
L = (2π r: 2 = 2x 3,14 x 190): 2 = 596,6 mm
For den indre radius er beregningene de samme:
Lvn. = (2 x 3,14 x 150): 2 = 471 mm.
Summen av lengden på kutt på den indre radius bestemmes av formelen: Lout = L - Lin = 596.6 - 471 = 126 mm.
Ønsker å gjøre det selv manuell rørbender eller profilrørbøyemaskin med våre egne hender i artiklene vi har foreslått, vil finne mye nyttig informasjon, diagrammer og nyttige anbefalinger.
Hvis du vurderer at en kvern kan lage et kutt med en bredde på 5 mm, vil du på bøyeplanet med en lengde på 126 mm oppnå 25 spalter, hvoretter røret blir bøyd til kantene på kuttene kommer i kontakt. Sporene brygges og sømmene rengjøres.

Det er en annen måte at profil og runde rør er bøyd, men den kan bare brukes om vinteren. For å gjøre dette, plugg rørene i endene av røret, fyll i vannet og vent til det blir hardere. Røret er bøyd, og kontrollerer prosessen med en mal, deretter fjernes pluggene og væsken fjernes.
Konklusjoner og nyttig video om emnet
Klipp nr. 1. Lær hvordan du kan bøye et rør ved hjelp av improviserte verktøy fra denne videoen:
Klipp nr. 2. Slik bøyer du et rør med en hvilken som helst seksjon i en sirkel:
Klipp nr. 3. En hjemmelaget rørbender er en nødvendig ting i husholdningen:
Når du utfører reparasjoner eller bygger et hus, oppstår ofte behovet for å bøye røret - rundt eller profil. Hvis volumet er lite, kan du gjøre det selv. Massebøyning av rørprodukter er bare mulig med spesialutstyr.
Fortell oss om hvordan du bøyde et metallrør for et drivhus eller til andre formål. Del teknologiske nyanser som bare er kjent for deg med besøkende. Skriv kommentarer i blokken nedenfor, legg ut et bilde om artikkelen, still spørsmål.
 Rørskjæring i vinkel: fordeler og ulemper ved forskjellige metoder + eksempel på arbeid
Rørskjæring i vinkel: fordeler og ulemper ved forskjellige metoder + eksempel på arbeid  Trykktesting av metall-plastrør: orden og nyanser av arbeidet
Trykktesting av metall-plastrør: orden og nyanser av arbeidet  Pressbeslag for plastrør: typer, merking, formål + installasjonseksempel
Pressbeslag for plastrør: typer, merking, formål + installasjonseksempel  Hvordan er grøftfri rørlegging: metodefunksjoner + arbeidseksempel
Hvordan er grøftfri rørlegging: metodefunksjoner + arbeidseksempel  Lodding av polypropylenrør: arbeidsregler og analyse av mulige feil
Lodding av polypropylenrør: arbeidsregler og analyse av mulige feil  Bytte ut baderomsrør: En trinnvis veiledning for arbeid
Bytte ut baderomsrør: En trinnvis veiledning for arbeid  Hvor mye koster det å koble gass til et privat hus: prisen for å organisere gasstilførsel
Hvor mye koster det å koble gass til et privat hus: prisen for å organisere gasstilførsel  De beste vaskemaskinene med tørketrommel: modellvurdering og kundetips
De beste vaskemaskinene med tørketrommel: modellvurdering og kundetips  Hva er lysets fargetemperatur og nyansene ved å velge temperaturen på lampene som passer dine behov
Hva er lysets fargetemperatur og nyansene ved å velge temperaturen på lampene som passer dine behov  Utskifting av en geyser i en leilighet: utskiftende papirer + grunnleggende normer og krav
Utskifting av en geyser i en leilighet: utskiftende papirer + grunnleggende normer og krav {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Flott artikkel 🙂