Temperatura de lipit a țevilor din polipropilenă: etapele principale ale auto-sudării + tabelul valorilor

Una dintre etapele construcției de case și apartamente private este instalarea de comunicații responsabile cu aprovizionarea cu apă sau drenarea canalizării. Asamblarea conductelor de polipropilenă este mult mai ușoară decât instalarea structurilor metalice. Pentru îmbinarea lor se folosesc fitinguri care sunt sudate folosind echipamente specializate - un fier de călcat.
În articolul propus, descriem tehnologia pentru confecționarea îmbinărilor și oferim temperatura standard pentru țevile de polipropilenă de lipit. Vom vorbi despre măsurile pregătitoare necesare pentru producerea de îmbinări durabile și strânse. Pe baza sfaturilor noastre, puteți asambla conducta fără probleme.
Conținutul articolului:
Lipirea ca modalitate de conectare a conductelor PPR
În procesul de sudare, totul este important: diametrul, temperatura de lipit a produselor PP, timpul de expunere al mașinii de sudat. Dar mai întâi trebuie să vă familiarizați cu elementele de bază ale tehnologiei și să învățați cum să utilizați instrumentele.
Este imposibil să începeți procesul de lipire fără a determina tipul și dimensiunea materialului. Vă oferim să găsiți informații utile care vă vor ajuta să alegeți dreptul conducte și fitinguri din polipropilenăși, de asemenea, face instalarea lor, cunoscând nuanțele și secvența procesului.
Ce trebuie să știți despre conductele de polipropilenă?
Tehnologia de sudare (sau lipirea - ambii termeni sunt la fel de aplicabile) asigură proprietățile polipropilenei - un polimer tehnic pentru uz universal. Este fuzibil, dar după răcire și întărire, acesta returnează caracteristicile rezistenței și etanșeității.
Țevile diferă în diametru, grosime perete, culoare, caracteristici. Datorită gamei de diametre –16-110 mm, orice soluție tehnică poate fi pusă în aplicare.

Nu puteți acorda atenție culorii polimerului, deoarece este ales de producător la discreția sa, cu toate acestea, culoarea benzilor contează:
- albastru - pentru alimentarea cu apă rece;
- roșu - pentru alimentarea cu apă caldă și încălzire.
Cu toate acestea, informațiile de bază pe care ar trebui să se bazeze la achiziționarea și lipirea conductelor sunt indicate pe marcaj. Materialul din țeavă din polipropilenă este indicat prin combinații de litere PPR, PP-H, PP-B, PPRC.

Clasificarea după presiune nominală, maximă admisibilă pentru instalare în condiții specifice, ajută la alegerea produselor pentru sisteme casnice sau industriale.
Pe baza acestui lucru, se disting 4 tipuri de conducte PPR:
- PN-10 (cu o valoare nominală de 1,0 MPa) - conceput pentru transportul apei reci. Uneori sunt utilizate pentru încălzirea în pardoseală, cu condiția ca lichidul de răcire să nu se încălzească peste +45 ° C.
- PN-16 (cu o valoare nominală de 1,6 MPa) - utilizat pentru asamblarea sistemelor de alimentare cu apă caldă / rece. Temperatura maximă admisă este de +60 ° C.
- PN-20 (cu o valoare nominală de 2,0 MPa) - rezistă la temperaturi de până la + 80-90 ° C în conductele protejate de ciocanul de apă.
- PN-25 (cu o valoare nominală de 2,5 MPa) - potrivită nu numai pentru autonomie, ci și pentru alimentarea cu apă centralizată. Temperatura maximă recomandată este de +95 ° C, dar poate rezista și mai ridicat.
Este mai bine să plătiți în exces și să cumpărați conducte fiabile, cu o valoare ușor superioară decât să economisiți și să luați materiale limitate de parametrii de temperatură.
La fabricarea țevilor se aplică principiul: cu cât temperatura lichidului de răcire și presiunea în sistem este mai mare, cu atât peretele este mai gros.

Aceasta este cunoștințele minime necesare pentru utilizarea corectă a conductelor PPR. Procedăm la o scurtă descriere a procesului.
Descrierea tehnologică a procesului de lipire
Există două tipuri polipropilenă de lipit - fund și mânecă. Primul nu este practic utilizat pentru dispozitivele de comunicații casnice, deoarece diferă prin tehnologia complexă și este utilizat exclusiv pentru conectarea conductelor cu tub de diametru mare.

Principiul sudării este că două bucăți de țeavă, aproximativ egale cu diametrul și grosimea peretelui, sunt încălzite cu o unealtă specială și conectate printr-o metodă în formă de clopot.
Caracteristica principală: cuplajul în stare rece ar trebui să aibă un diametru puțin mai mic.

Când este încălzit, se formează o zonă de fuziune polimerică. Este important ca acesta să acopere doar lucrătorii adiacenți unul altuia.
Este important aici să îndepărtați rapid piesele de pe unealtă și să le conectați, datorită cărora are loc fuziunea a două segmente într-unul cu o polimerizare ulterioară. Fiabilitatea conexiunii depinde de timpul petrecut în procesul de încălzire și de temperatura selectată corect.
Temperatura standard
Atât supraîncălzirea, cât și încălzirea insuficientă afectează negativ rezultatul sudării. În primul caz, deformarea elementelor, afluxul rolei, o scădere a diametrului interior. Ulterior, în zonele îmbinărilor inegale, este posibilă formarea scării și dopuri.
În cel de-al doilea caz, conexiunea va fi slabă, iar din cauza etanșării insuficiente, riscul de scurgere va rămâne.

Din cauza riscului unei descoperiri a conductei trebuie respectată tehnica de sudare și parametri precum:
- diametrul produselor sudate;
- timpul de încălzire și răcire;
- temperatura echipamentului;
- temperatura mediului ambiant.
Se crede că procesul conducte PP de sudare este imposibil să se efectueze la o temperatură sub -10 ° C, limita superioară este de +90 ° C. Cea mai favorabilă este temperatura ambiantă de la 0 ° C la +25 ° C. Pentru comoditatea memorizării, valorile de temperatură și timp necesare au fost aduse într-un tabel.

Dacă temperatura aerului din cameră sau de pe stradă este sub +5 ° C, timpul de încălzire este crescut cu aproximativ 50%, adică de două ori. Valoarea temperaturii de încălzire este aceeași peste tot - +260 ° С. Intervalul valabil este de + 255-280 ° C.
Interesant este că alegerea parametrului nu depinde de diametrul conductei - aceleași valori sunt utilizate atât pentru 16 mm cât și pentru 50 mm. Se schimbă doar perioadele de timp. Din acest motiv, temperatura de sudare a armăturilor și conductelor din polipropilenă nu este de obicei indicată în tabelele tehnologice.
Instrucțiuni detaliate de instalare
Procesul de lipire este rapid. Acest lucru poate fi observat analizând datele plasate în tabel. De exemplu, pentru a conecta două elemente cu un diametru de 20 mm, la temperatura camerei va dura 5 secunde pentru a se încălzi, alte 4 secunde pentru a se conecta, apoi 180 de secunde pentru a se răci. Total - 3 minute 9 secunde.
În această privință, este important să se lucreze la toate mișcările, astfel încât, în procesul de unire a elementelor deja încălzite, să nu existe niciun obstacol. Luați în considerare nuanțele fiecărei etape instalarea conductelor de polipropilenă separat.
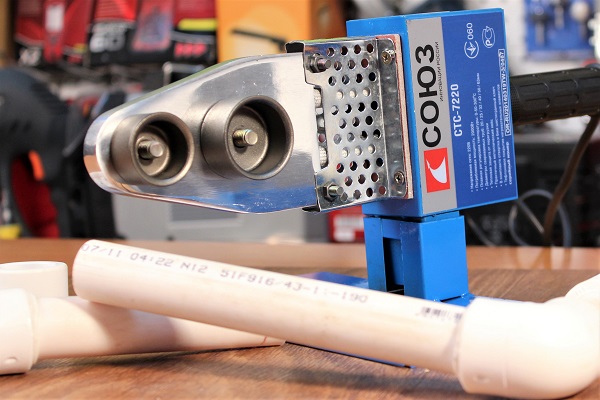
Etapa # 1 - Pregătirea instrumentelor speciale
Pentru lipire la domiciliu, veți avea nevoie de echipamente concepute numai pentru sudarea pieselor din polipropilenă - conducte, unghiuri, cuplaje, tee, dopuri.
Este logic să achiziționați un instrument nou dacă este planificat să asamblați sistemul de alimentare cu apă de la zero cu o întreținere ulterioară. Pentru o singură muncă, echipamentul poate fi închiriat fier pentru sudarea conductelor PP sau luați o vreme de la prieteni. În plus față de instrumentele speciale, va fi necesar un nivel, un marker, o riglă sau o bandă.
Etapa # 2 - marcarea și tăierea conductelor
Tăierea conductelor se efectuează anterior, înainte de prima lipitură. Vă recomandăm să pregătiți toate elementele și să le stivați în funcție de contur. Face parte dintr-un proiect de instalare a unui sistem de încălzire sau alimentare cu apă.

Măsurăm segmente de țeavă cu lungimea dorită, le tăiem cu atenție freză de țeavă. Apoi selectăm fitinguri care sunt adecvate în diametru - cel mai adesea acestea sunt cuplaje, tee și coatele.Dacă elementele sunt consolidate, îndepărtați stratul de aluminiu.
Drept urmare, marginile pieselor care trebuie sudate trebuie să fie perfect uniforme, tăiate perpendicular pe axa conductei, curățate și degresate.
Etapa # 3 - elemente de conectare și încălzire
Instalăm dispozitivul, selectăm cuplajele și dornurile cu diametrul dorit. Îl conectăm la rețea și îl încălzim, deoarece știm deja la ce temperatură optimă tuburile de polipropilenă trebuie lipite - +260 ° С. Ea este cea care este indicată în instrucțiunile de utilizare a fierului de lipit.
Vă rugăm să rețineți că unii producători produc dispozitive cu o scară de până la +320 ° C. Aceasta nu înseamnă că trebuie să produceți încălzire la maximum. Citiți cu atenție instrucțiunile - sunt indicate condițiile în care sunt permise valori ridicate de încălzire.
La capetele pieselor care trebuie conectate, faceți semne care indică adâncimea încălzirii. Încă o dată verificăm dacă suprafețele de lucru sunt uscate și degresate, deoarece umiditatea sau o suprafață alunecoasă poate cauza o scurgere a articulației.

Din momentul în care piesele sunt instalate, începem numărătoarea inversă de câteva secunde - în funcție de valorile indicate în tabel. După timpul stabilit, scoatem piesele, introducem rapid țeava în fiting - până la același marcaj. Încercăm să aranjăm părțile coaxial, sunt acordate doar câteva secunde pentru a corecta poziția. Nu trebuie permise distorsiuni și manivelări ale elementelor!
Mențineți nodul în poziția corectă până când are loc polimerizarea. De obicei este de 3 minute sau mai mult - verificăm timpul de răcire conform tabelului. Părțile răcite și fierte corespunzător sunt inseparabile, strânse și durabile.
La rândul său, sudați nodurile cheie, apoi asamblați-le și sudați-le deja în loc instalarea circuitului de încălzire, canalizare sau distribuție de apă.
Concluzii și video util pe această temă
Video # 1. Tehnologia de lipire a conductelor PPR:
Video # 2. Analiza erorilor comune:
În spațiul internet există un număr foarte mare de ateliere pentru țevi de lipit din polipropilenă. Unii dintre ei au fost împușcați de amatori necalificați, așa că sfaturile privind tehnicile de sudare și selectarea temperaturii pot fi false.
Mai bine decât alții, capabilitățile mașinii de sudat sunt cunoscute de producător, așa că asigurați-vă că citiți instrucțiunile înainte de a începe lipirea - acest lucru vă va proteja de căsătoria tehnică și de sfaturile neprofesionale.
Povestiți-ne despre experiența dvs. în asamblarea unei țevi din polipropilenă și la lipit. Partajați subtilități tehnologice care pot fi utile vizitatorilor site-ului. Vă rugăm să lăsați comentarii în blocul de mai jos, puneți întrebări, publicați fotografii pe subiectul articolului.
 Arzător pe gaz pentru țevi de cupru brațare: principalele tipuri de arzătoare + sfaturi pentru potențiali cumpărători
Arzător pe gaz pentru țevi de cupru brațare: principalele tipuri de arzătoare + sfaturi pentru potențiali cumpărători  Mașină de sudat pentru țevi din polietilenă: care este mai bine să cumpărați și să o utilizați corect
Mașină de sudat pentru țevi din polietilenă: care este mai bine să cumpărați și să o utilizați corect  Cum se realizează sudarea cu fund a țevilor de polietilenă: informarea lucrărilor
Cum se realizează sudarea cu fund a țevilor de polietilenă: informarea lucrărilor  Sudarea electrică pentru începători: nuanțele sudării și analiza erorilor de bază
Sudarea electrică pentru începători: nuanțele sudării și analiza erorilor de bază  Cum să gătiți cusături verticale și orizontale cu sudură electrică: instrucțiuni pas cu pas
Cum să gătiți cusături verticale și orizontale cu sudură electrică: instrucțiuni pas cu pas  Cât costă conectarea gazului la o casă privată: prețul organizării aprovizionării cu gaz
Cât costă conectarea gazului la o casă privată: prețul organizării aprovizionării cu gaz  Cele mai bune mașini de spălat cu uscător: rating model și sfaturi pentru clienți
Cele mai bune mașini de spălat cu uscător: rating model și sfaturi pentru clienți  Care este temperatura de culoare a luminii și nuanțele de alegere a temperaturii lămpilor pentru a se potrivi nevoilor tale
Care este temperatura de culoare a luminii și nuanțele de alegere a temperaturii lămpilor pentru a se potrivi nevoilor tale  Înlocuirea unui gheiser într-un apartament: documente de înlocuire + norme și cerințe de bază
Înlocuirea unui gheiser într-un apartament: documente de înlocuire + norme și cerințe de bază {kind=link}
{kind=link}
{kind=link}
{kind=link}