Sudarea electrică pentru începători: nuanțele sudării și analiza erorilor de bază

Un apartament, cu atât mai puțin o casă privată, are nevoie de lucrări de întreținere și reparații periodice. Un meșter de acasă trebuie să fie un generalist, capabil să îndeplinească multe sarcini diferite. Prin urmare, maeștrii vor să stăpânească cât mai multe tehnologii.
Una dintre cele mai căutate abilități este capacitatea de a efectua lucrări de sudare. Practica arată că sudarea electrică este cea mai bună pentru începători - tehnologia este simplă și accesibilă oricui dorește să învețe cum să o folosească. Înainte de a începe să stăpânești metoda, ar trebui să te familiarizezi cu aspectul teoretic al întrebării, de acord?
Toate informațiile necesare sunt detaliate în articolul nostru. Am descris principiul sudării electrice și am identificat ce dispozitiv este cel mai bine să alegem pentru a lucra acasă. În plus, articolul oferă o tehnologie pas cu pas pentru sudarea pieselor, metode pentru confecționarea cusăturilor și, de asemenea, enumeră posibilele defecte ale îmbinărilor.
Conținutul articolului:
Ce este sudarea electrică?
Electric este numit una dintre metodele de sudare atunci când un arc electric este utilizat pentru încălzirea și topirea ulterioară a metalelor. Temperatura din urmă ajunge la 7000 ° C, ceea ce este mult mai mare decât punctul de topire al majorității metalelor.
Procesul de sudare electrică se desfășoară după cum urmează. Pentru formarea și întreținerea unui arc electric, este furnizat un curent de la dispozitivul de sudare la electrod.

Când tija electrodului atinge suprafața de sudat, curge un curent de sudură. Sub influența sa și influența arcului electric, electrodul și marginile metalice ale elementelor sudate încep să se topească.După cum spun sudorii, se formează un bazin de sudură, în care se amestecă electrodul topit cu metalul de bază.
Zgura topită plutește la suprafața băii, care formează o peliculă protectoare. După oprirea arcului, metalul se răcește treptat, formând o cusătură acoperită cu scară. După ce materialul s-a răcit complet, se curăță.
Pentru sudare se pot folosi electrozi care nu sunt consumabili și consumabili. În primul caz, un fir de umplere este introdus în topitură pentru a forma o sudură, în al doilea acest lucru nu este necesar. Echipament special este utilizat pentru formarea și întreținerea ulterioară a arcului electric.
Pentru a finaliza o gamă extinsă de sarcini sunt necesare abilități de sudor intern
Ce este necesar pentru sudarea la domiciliu?
Pentru muncă, veți avea nevoie, în primul rând, de o mașină de sudură. Există mai multe soiuri.
Decide care să preferi.
- Generator de sudură. O caracteristică distinctivă este capacitatea de a genera energie electrică și de a o folosi pentru a crea un arc. Va fi util acolo unde nu există o sursă curentă. Are dimensiuni impresionante, deci nu este foarte convenabil de utilizat.
- Transformator de sudură. Dispozitivul transformă tensiunea alternativă furnizată din rețea în tensiune alternativă cu o frecvență diferită, care este necesară pentru sudare. Dispozitivele sunt simple de folosit, dar au dimensiuni semnificative și reacționează negativ la posibilele supratensiuni ale tensiunii de rețea.
- Redresor de sudură. Dispozitiv care transformă tensiunea furnizată din rețea în curent continuu, care este necesar pentru formarea unui arc electric. Diferență în compactitate și performanțe generale ridicate.
Pentru funcționarea la domiciliu, este preferat un redresor de tip inversor. Acestea sunt de obicei numite simple invertoare. Echipamentul are o dimensiune foarte compactă. La serviciu, îl atârnă de umăr. Principiul de funcționare al dispozitivului este destul de simplu.
Convertește curentul de înaltă frecvență în curent continuu. Lucrul cu acest tip de curent oferă o sudură de cea mai înaltă calitate.

Invertoarele sunt economice, funcționează dintr-o rețea gospodărească. În plus, este cu ei că este mai bine pentru un începător să lucreze cu ei. Sunt extrem de ușor de utilizat și oferă un arc stabil.
Dezavantajele invertoarelor includ un cost mai mare decât celelalte dispozitive, sensibilitate la praf, umiditate și tensiuni. Când alegeți un invertor pentru sudarea la domiciliu, acordați atenție gamei de valori ale curentului de sudare. Valoarea minimă este de 160-200 A.
Caracteristicile suplimentare ale echipamentului pot facilita un începător.
Dintre aceste „bonusuri” plăcute este de remarcat:
- Pornire fierbinte - ceea ce înseamnă o creștere a curentului inițial furnizat la momentul aprinderii arcului de sudare. Datorită acestui arc, activarea este mult mai ușoară.
- Anti stick - reduce automat curentul de sudare dacă tija electrodului este blocată. Acest lucru facilitează separarea acestuia.
- Forța arcului - crește curentul de sudură dacă electrodul este adus prea repede în produs. Lipirea în acest caz nu are loc.
În plus față de o mașină de sudură de orice tip, sunt necesari electrozi. Brandul lor este cel mai bine ales în funcție de un tabel special, care indică tipul de material sudat.
De asemenea, va fi necesară o mască de sudură. Cel mai bine, unul care este purtat pe cap. Modelele pe care trebuie să le ții în mână sunt extrem de incomode.

Masca poate fi un simplu geam întunecat sau așa-numitul „cameleon”. Această din urmă opțiune este de preferat, deoarece atunci când apare arcul, geamul se întunecă automat.
Lucrați numai în haine speciale care protejează împotriva stropilor și radiațiilor ultraviolete. Poate fi o salopetă densă din bumbac, cizme sau cizme înalte, prelată sau mănuși cauciucate.
Tehnologia de sudare electrică
Învățarea cum să sudați corect piesele cu sudură electrică este mai bună sub îndrumarea sudorilor cu experiență. Dacă acest lucru nu reușește din anumite motive, puteți încerca singur. Mai întâi trebuie să vă organizați corect locul de muncă. Acest lucru este foarte important, deoarece sudarea se referă la temperaturi ridicate și, prin urmare, procese periculoase la incendiu.
Pentru muncă, trebuie să alegeți un banc de lucru sau orice altă bază din material necombustibil. Mesele din lemn și produsele similare sunt strict interzise. Este recomandabil ca în apropierea locului în care se va efectua sudarea, să nu existe obiecte inflamabile.
Asigurați-vă că așezați o găleată de apă lângă dvs. pentru a elimina posibilele surse de aprindere. În plus, trebuie să determinați un loc sigur în care vor fi adăugate resturile de electrozi folosiți. Chiar și cei mai mici dintre ei pot provoca un incendiu.

Pentru primele cusături independente, trebuie să pregătiți o bucată de metal inutilă și să ridicați electrozi pentru aceasta. Experții recomandă utilizarea tijelor de 3 mm în astfel de cazuri. Diametrul mai mic este utilizat pentru sudarea foilor subțiri, care sunt incomode de învățat. Electrozii cu diametru mai mare necesită echipamente de mare putere.
Începem prin dezbrăcarea secțiunii metalice pe care va fi amplasată cusătura. Nu trebuie să existe rugină și nici o poluare.
După pregătirea piesei, luați electrodul și introduceți-l în clema mașinii de sudat. Apoi luăm o clemă „împământare” și o fixăm ferm pe piesă. Verificați din nou cablul. Trebuie să fie fixat în suport și bine izolat.
Acum trebuie să selectați puterea curentă de funcționare pentru mașina de sudat. Este selectat în funcție de diametrul electrodului. Am setat puterea selectată pe panoul echipamentelor de sudare.
Următorul pas este aprinderea arcului. Pentru a face acest lucru, electrodul trebuie să fie adus la acea parte într-un unghi de aproximativ 60 ° și foarte ținut lent pe bază. Ar trebui să apară scântei. De îndată ce se întâmplă acest lucru, atingeți ușor electrodul către piesă și ridicați-l imediat la o înălțime de cel mult 5 mm.

În acest moment, un arc clipește, care trebuie menținut pe parcursul întregului timp de funcționare. Lungimea sa trebuie să fie de 3-5 mm. Aceasta este distanța dintre capătul electrodului și piesa de prelucrat.
Păstrând arcul în stare de funcționare, trebuie să vă amintiți că în timpul funcționării electrodul arde și devine mai scurt. Dacă electrodul este prea aproape de piesa de prelucrare, se poate produce lipirea. În acest caz, trebuie să le legănați ușor în lateral. Arcul s-ar putea să nu se aprindă prima dată.Poate că nu există suficient curent, atunci trebuie crescut.
După ce sudorul novic a învățat să aprindă arcul și să îl mențină în stare de funcționare, puteți trece la fuziunea rolei. Aceasta este cea mai simplă dintre toate operațiunile. Aprindem arcul și începem să mișcăm foarte bine și cu exactitate electrodul de-a lungul cusăturii viitoare.
În același timp, efectuăm mișcări oscilatorii asemănătoare cu o semilună cu o amplitudine mică. Am sortat metalul topit „rake” spre centrul arcului. Astfel, ar trebui să obțineți o cusătură uniformă, care arată ca o rolă. Pe ea va fi prezent un mic flux de metal ondulant. După răcirea cusăturii, trebuie să dați jos scala în ea.
Tehnici de sudare cu arc - Metode de sudare
Pentru a obține o cusătură de înaltă calitate, trebuie să înveți cum să întreții, apoi să miști arcul. În special afectează calitatea lungimii arcului electric. Dacă este mai mare de 5 mm, atunci este considerat lung.
În acest caz, are loc nitridizarea și oxidarea metalului topit. Se pulverizează cu picături, în timp ce cusătura este poroasă și nu este suficient de puternică. Dacă arcul este prea scurt, poate apărea o lipsă de fuziune.

Pentru efectuarea sudării se folosesc diferite metode. Le analizăm în detaliu pe cele principale.
Opțiunea nr. 1: articulații ale fundului inferior
Cea mai comună și mai simplă modalitate de conectare a pieselor. Pentru grosimi de metal de până la 0,8 cm, se utilizează sudura pe două fețe. Pentru îmbinările metalice mai subțiri de 0,4 cm, se realizează doar sudarea pe o singură față.
Pentru lucru, se aleg electrozi al căror diametru este egal cu grosimea metalului. Dacă depășește 8 mm, sudarea se realizează cu muchii de tăiere. În plus, unghiul de tăiere este de aproximativ 30 °.
Sudarea se realizează în mai multe treceri. Este recomandabil să folosiți garnituri amovibile din oțel sau cupru pentru a evita apariția arzărilor. Prima trecere se realizează cu un electrod cu diametrul mic, nu mai mult de 4 mm.
În procesul de executare a primei cusături, precizia și adâncimea de penetrare sunt foarte importante. După aplicarea sa, nu trebuie să existe metal topit dincolo de margini.
Pentru a doua și toate trecerile ulterioare, se folosesc tije cu electrod cu un diametru mai mare. Acestea sunt alese pentru umplerea de înaltă calitate a locașului format între margini.
Electrodul este mișcat încet de-a lungul cusăturii, în timp ce execută mișcări oscilatorii, ca și cum s-ar balansa electrodul dintr-o parte în alta pentru a umple complet golurile cu metal topit.
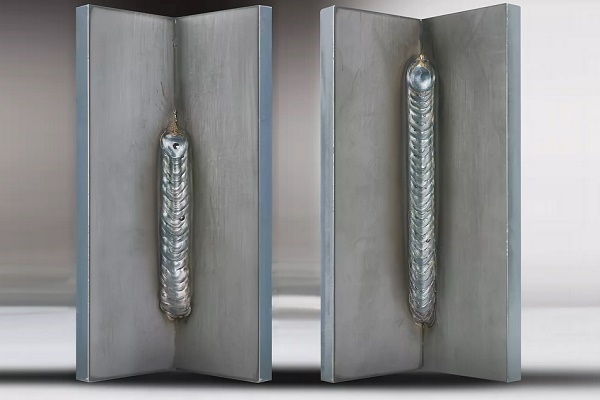
Opțiunea # 2: îmbinări ale colțului inferior
Sudorii experimentați susțin că rezultatele bune pot fi obținute prin sudarea colțurilor „într-o barcă”. Aceasta înseamnă că piesele care urmează să fie unite sunt instalate la un unghi de 45 ° sau altul.
Aceasta asigură o penetrare de cea mai înaltă calitate a pereților produsului, iar riscul de subcotare și lipsa de penetrare este redus. Această metodă de sudare permite sudarea suprafețelor de secțiune mare într-o singură trecere.

Există două tipuri de sudare „cu barca” - simetrice și asimetrice:
- Piese înclinate la 45 °. Probabilitatea de alunecare sau decupare a unuia dintre pereți este minimă. Sudarea cu polaritate inversă și directă se realizează la valori maxime ale curentului. Atunci când efectuați polaritatea inversă a sudării, lungimea arcului electric trebuie să fie minimă.
- Înclinați părțile într-un unghi de 60 ° sau 30 ° - „barcă” asimetrică. Această opțiune este foarte convenabilă dacă lucrarea este efectuată în locuri greu accesibile, deoarece amplitudinea mișcării electrodului este mică. Sudorul direcționează arcul către rădăcina proprie a cusăturii, asigurându-se în același timp că aceasta nu depășește limitele viitoarei cusături. De asemenea, nu este permis să depuneți prea mult metal într-o singură trecere.
Îmbinările din colț pot fi în formă de T, de aceea trebuie să învățați cum să sudați metalul corect și fără erori în mai multe treceri.
Utilizarea unei treceri este posibilă numai atunci când structurile simple sunt sudate pe laturi, care formează un unghi de 45 ° la sudura fileului. Diametrul electrodului în acest caz nu poate depăși grosimea metalului cu mai mult de 0,15-0,3 cm.
Sudarea standard T multi-pass este efectuată după cum urmează. Pentru prima trecere, se ia un electrod cu un diametru mai mare decât cele selectate pentru trecerile ulterioare. De exemplu, se folosește un electrod, ale cărui dimensiuni variază de la 0,4 la 0,6 cm.

Sudarea se realizează lin, fără mișcări vibraționale transversale. La efectuarea trecerilor rămase, acestea sunt în mod necesar efectuate. Este important ca amplitudinea oscilațiilor să se încadreze în lățimea acceptabilă a cusăturii.
Un alt punct semnificativ. La executarea sudării în T a unei îmbinări în unghi, arcul electric ar trebui să fie întotdeauna aprins pe un raft situat pe orizontală.
Atunci când efectuați sudura electrică a colțurilor, faceți-vă-vă singuri, puteți aplica un tip de conexiune suprapus. În acest caz, piesele care urmează să fie sudate sunt așezate una peste alta, cu o suprapunere. Arcul cu polaritate dreaptă ar trebui să fie scurt, cu un revers - cât mai scurt posibil. Direcți arcul exact către rădăcina joncțiunii.
În timpul procesului de sudare, este necesar să se efectueze o mișcare reciprocă de amplitudine mică cu electrodul. Astfel, va fi posibilă încălzirea uniformă a întregii zone de îmbinare. În acest caz, piscina de sudură este umplută uniform, iar cusătura va fi convexă și cu dimensiuni complete.
Opțiunea nr. 3: cusături verticale
Cusăturile direcționate vertical realizează doar un arc scurt. Curentul de lucru ar trebui să fie cu 10% -20% mai mic decât în cazul sudării pieselor în poziția inferioară. Aceste cerințe sunt ușor de explicat.
Mai puțin curent înseamnă că metalul lichid topit nu se va scurge din bazinul de sudură. Un arc mai mic este mai convenabil de utilizat.

Sudorii experimentați preferă să gătească cusături verticale de jos în sus. Arcul este aprins în punctul cel mai jos al cusăturii viitoare. Apoi pregătiți o mică platformă localizată pe orizontală, ale cărei dimensiuni corespund secțiunii transversale a viitoarei cusături.
Apoi mutați încet tija electrodului în sus. În acest caz, se efectuează în mod necesar mișcări pe conexiune.
Acestea pot fi sub forma unui pom de Crăciun, colț sau semilună. Ultima opțiune este cea mai ușoară de efectuat. În plus, este important să se respecte poziția corectă a electrodului.Teoretic, penetrarea se realizează cel mai bine dacă tija este perpendiculară pe cusătura, adică orizontală.
Sudurile cu cap se caracterizează prin următoarele criterii:
Practica arată că, în această poziție a tijei electrodului, metalul lichid curge pe cusătură. Pentru a evita acest lucru, unghiul tijei este ales în intervalul de 45 ° -50 °. Aceasta este cea mai bună opțiune pentru sudarea verticală. Pentru sudarea pieselor în direcția de jos în sus, sunt selectați electrozi al căror diametru nu depășește 0,4 cm.
Opțiunea nr. 4: detalii ale conductei
Acasă, adesea trebuie să vă amintiți cum să sudați o țeavă metalică cu sudură electrică. O cusătură verticală este de obicei realizată pe partea părții și o cusătură orizontală în jurul circumferinței. Țevi din oțel sudura cu fundul. Toate marginile sunt sigur că fierb bine.
Pentru a minimiza influxul în interiorul conductei, electrodul este adus la produs într-un unghi de cel mult 45 °. Lățimea cusăturii trebuie să fie de 0,6-0,8 cm, înălțimea - 0,2-0,3 cm.

Înainte de sudare, piesele care trebuie conectate sunt curățate complet. Capetele conductei sunt inspectate. Dacă sunt deformate, acestea sunt îndreptate sau se taie cu ajutorul unui tăietor de țeavă. Apoi marginile pieselor sunt netezite până la un luciu metalic în interior și în exterior, la o distanță de cel puțin 1 cm de margine. Apoi continuați la sudare.
Îmbinarea este sudată fără întrerupere până când este complet fabricată. Pentru îmbinările fără rotire a țevilor cu pereți de până la 0,6 mm lățime, se realizează două trepte de sudură, pentru produsele cu pereți de la 0,6 la 1,2 cm lățime, trei treceri, pentru piese cu pereți mai mari de 1,9 cm, patru treceri.
Mai mult, fiecare cusătură ulterioară se aplică numai după ce scara a fost scoasă din cea anterioară.
Cea mai importantă este calitatea primei cusături. În procesul de punere în aplicare a acestuia, toate contururile și marginile ar trebui să se topească complet. Fisurile, chiar și cele mai mici, nu ar trebui să fie. Dacă sunt, sunt topite sau tăiate. Apoi fragmentul este din nou fabricat. În mod similar, se efectuează sudarea conductelor rotative.
Posibile defecte ale îmbinărilor și îmbinărilor de sudare
Sudarea electrică este un proces complex și nu întotdeauna totul merge perfect.
În urma erorilor din lucrări, cusăturile și îmbinările pot avea diverse defecte, printre care:
- Craterele. Micile adâncituri în talonul sudurii. Poate apărea ca urmare a unei rupturi de arc sau a erorilor în execuția fragmentului final al cusăturii.
- Porii. Cusătura de sudare devine poroasă ca urmare a contaminării marginilor pieselor cu rugină, ulei, etc. În plus, porozitatea poate apărea atunci când cusătura este răcită prea repede, cu o viteză mare de sudare și atunci când lucrați cu electrozi care nu sunt uscați.
- . Degajări interioare Acestea arată ca niște adâncituri mici pe ambele părți ale mărgele de sutură. Apar atunci când electrozii sunt deplasați în direcția peretelui vertical când sudați articulațiile colțului.În plus, subteranele se formează atunci când se lucrează cu un arc lung sau dacă valorile curentului de sudare sunt prea mari.
- Includerea zgurii. În interiorul mărgele de sudură se află bucăți de zgură. Acest lucru se poate întâmpla când marginile sunt murdare, viteza de sudare este mare sau dacă curentul de sudare este prea mic.
Acestea sunt cele mai frecvente defecte de sudură, dar pot exista și altele.
Informații suplimentare despre sudarea cusăturilor verticale și orizontale cu sudură electrică sunt prezentate în acest articol.
Concluzii și video util pe această temă
Caracteristici ale sudării conductelor:
Cum să alegeți un invertor de sudură:
Dacă doriți, orice stăpân de acasă poate învăța elementele de bază ale sudării. Nu este atât de dificil. Va fi nevoie de răbdare, acuratețe și, bineînțeles, executarea exactă a tuturor instrucțiunilor. Totul va fi mult mai simplu dacă procesul de stăpânire a unei noi abilități este ținut sub îndrumarea unui specialist cu experiență.
Aveți experiență personală în alăturarea pieselor folosind sudură electrică? Doriți să vă împărtășiți cunoștințele sau să puneți întrebări despre subiect? Vă rugăm lăsați comentarii și participați la discuții - formularul de feedback se află mai jos.
 Cum se realizează sudarea cu fund a țevilor de polietilenă: informarea lucrărilor
Cum se realizează sudarea cu fund a țevilor de polietilenă: informarea lucrărilor  Mașină de sudat pentru țevi din polietilenă: care este mai bine să cumpărați și să o utilizați corect
Mașină de sudat pentru țevi din polietilenă: care este mai bine să cumpărați și să o utilizați corect  Temperatura de lipit a țevilor din polipropilenă: etapele principale ale auto-sudării + tabelul valorilor
Temperatura de lipit a țevilor din polipropilenă: etapele principale ale auto-sudării + tabelul valorilor  Cum să gătiți cusături verticale și orizontale cu sudură electrică: instrucțiuni pas cu pas
Cum să gătiți cusături verticale și orizontale cu sudură electrică: instrucțiuni pas cu pas  Cât costă conectarea gazului la o casă privată: prețul organizării aprovizionării cu gaz
Cât costă conectarea gazului la o casă privată: prețul organizării aprovizionării cu gaz  Cele mai bune mașini de spălat cu uscător: rating model și sfaturi pentru clienți
Cele mai bune mașini de spălat cu uscător: rating model și sfaturi pentru clienți  Care este temperatura de culoare a luminii și nuanțele de alegere a temperaturii lămpilor pentru a se potrivi nevoilor tale
Care este temperatura de culoare a luminii și nuanțele de alegere a temperaturii lămpilor pentru a se potrivi nevoilor tale  Înlocuirea unui gheiser într-un apartament: documente de înlocuire + norme și cerințe de bază
Înlocuirea unui gheiser într-un apartament: documente de înlocuire + norme și cerințe de bază {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Multumesc! Am învățat multe lucruri utile pentru mine. Cum să sudați conductele pătrate la un unghi de 90?
Videoclipul util, după părerea mea, în special pentru delegați.
Multumesc! A fost foarte interesant să citesc.
Multumesc pentru informatii.