Machine à cintrer un tube profilé: comment construire une machine à cintrer les tubes de vos propres mains

Dans les ménages, une machine à cintrer les tubes profilés n'est pas utilisée assez souvent pour acheter un équipement coûteux fabriqué en usine.
Lorsqu'un tel besoin se fait sentir, une cintreuse de tuyaux simple peut être effectuée en privé, après avoir préalablement décidé quel type de conception convient à la tâche.
Dans cet article, les variétés de machines à cintrer les tuyaux sont analysées en détail, les principes de leur fonctionnement et leurs méthodes de construction sont décrits.
Le contenu de l'article:
Types de machines pour cintrer un tube profilé
Il existe de nombreuses modifications d'équipement pour changer la configuration des tuyaux profilés. Cela est dû au rayon de courbure minimum. Si cet important paramètre est négligé, un changement dans les caractéristiques de résistance du matériau pour le pire se produit au site de pliage. Vous devez également connaître certaines subtilités technologiques. pliage de tuyaux métalliques et en tenir compte lors du travail.
Lors du choix d'une conception pour tenir compte du matériau de la pièce, du diamètre et de l'épaisseur de la paroi.
Classification des cintreuses par type d'entraînement
Selon le type d'entraînement, les machines conçues pour cintrer les tuyaux sont manuelles, électromécaniques et hydrauliques.
Apprivoisé. Ce sont des mécanismes extrêmement simples qui sont disponibles pour une fabrication indépendante, même pour une personne qui n'est pas dédiée aux subtilités du travail du métal.

Électromécanique. Une telle machine a un entraînement sous la forme d'un moteur électrique - un moteur pas à pas ou conventionnel, connecté via un engrenage inférieur. Cette dernière solution offre une flexion de haute qualité grâce à une bonne répartition des contraintes.
L'appareil n'est pas facile à fabriquer, il nécessite des connaissances particulières et au moins un peu de professionnalisme.

Hydraulique. Le lecteur de ce modèle est manuel. Contrairement à une construction manuelle simple, un vérin hydraulique est inclus dans le circuit, ce qui réduit considérablement l'effort musculaire appliqué lors de la flexion.
Les rouleaux permettent de plier un tube profilé dans toutes les directions nécessaires. Le profilegib manuel avec hydraulique avec son petit poids peut plier l'assortiment de tuyaux jusqu'à 10 cm de large.

Types de cintreuses par méthode d'installation
Il existe une division des coudes de profil et en fonction de la méthode d'installation. Faites la distinction entre les équipements fixes, portables et portables. Les machines fixes peuvent prendre la forme d'une simple dalle de béton avec des tiges ou un équipement solide.
Les cintreuses de tuyaux portables compactes ont un support, mais le modèle portable n'a pas de support, il est ramassé chaque fois que vous utilisez l'équipement.
Classification des machines par la méthode de pliage
La conception de la plieuse de profilés et ses performances dépendent de la méthode de pliage. Il existe 3 principales méthodes de pliage. Le premier est l'extrusion, lorsque la géométrie du tube profilé est modifiée à l'aide d'un rouleau déformant qui agit comme un poinçon. Dans ce cas, la matrice est absente.
Pour effectuer l'opération, 2 supports solides sont requis des côtés opposés du coude, qui servent également de matrice. En tant que tels supports, utilisez des chaussures pivotantes ou des rouleaux.
Étant donné que la force augmente progressivement et a constamment une direction perpendiculaire par rapport au tuyau, le procédé permet d'obtenir un bon résultat final. Nous appliquons la méthode uniquement pour le travail en petit volume.
Le second est pressant. Pour obtenir un coude, le principe d'un étau d'établi est utilisé - un segment de tuyau est placé entre la matrice et le poinçon.
Les profils de ces derniers, afin d'obtenir une flexion de haute qualité, doivent reproduire exactement la géométrie de la pièce. Et aussi dans le calcul, il est nécessaire de prendre en compte la déformation résiduelle du métal. À la maison, cette méthode est applicable lorsqu'une grande précision n'est pas requise.

Le troisième - le laminage - est une méthode universelle utilisée pour cintrer les tuyaux à paroi mince et à paroi épaisse. Le pliage est obtenu en tirant la pièce entre les rouleaux - un rotatif et deux supports.
En plus de ce qui précède, le cintrage de tuyaux peut également être effectué par les méthodes suivantes:
Quelle que soit la conception choisie, dans la fabrication indépendante d'une machine à cintrer les tuyaux, il est nécessaire de prendre en compte les recommandations des spécialistes. Lors du choix du matériau pour le lit, il est nécessaire de partir du fait que l'épaisseur du métal doit être d'au moins 1/6 de la largeur du tuyau profilé.
Donc, si vous devez courber un tuyau ayant une section transversale avec un rectangle avec des paramètres 50 x 25 mm, alors pour éviter la déformation du lit pendant le pliage, vous devez prendre un canal ou un coin d'une épaisseur d'au moins 10 mm. La plaque de base et le poinçon avec une matrice doivent être 2 fois plus épais.
Le diamètre optimal des rouleaux est un minimum de tailles de section triple. L'étagère du canal et l'angle pris pour la fabrication du cadre doivent être respectivement de 2 et 3 fois la largeur du tuyau. Si vous devez travailler sur des tubes profilés de flexion de section rectangulaire 50 x 25 mm, vous avez besoin d'un canal 100 x 10 ou d'un coin 150 x 10.
Nous fabriquons une cintreuse de tuyaux hydrauliques
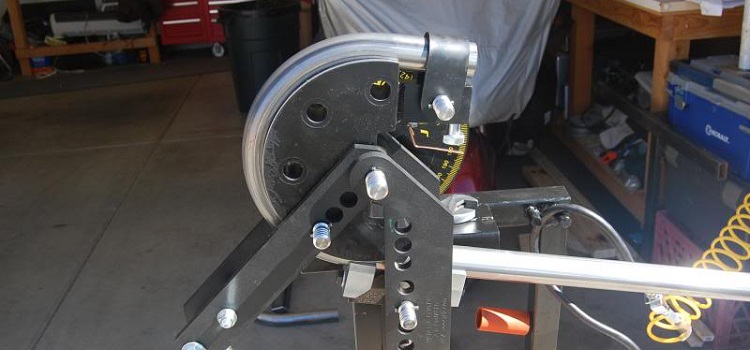
Considérons une machine-outil hydraulique, où la flexion se produit en raison de la poussée du tuyau central à travers le centre avec un poinçon fixé sur une tige montante. Du fait du contact étroit de la pièce, reposant sur deux rouleaux fixes, avec un poinçon mobile, ce dernier prend sa forme.

Pour marquer la surface de travail, un axe vertical est posé et à la distance indiquée sur le dessin du bord et de l'axe, l'emplacement des trous inférieurs est noté. Marquez ensuite l'emplacement des trous supérieurs, en reculant de la distance souhaitée par rapport au bord. Ils relient une ligne droite au centre de ces trous et y déposent des segments égaux.
Les axes des trous intermédiaires seront à l'intersection des marques faites avec l'axe incliné. Des trous sur la surface de travail sont nécessaires pour contrôler le rayon de courbure de la pièce profilée. La surface de travail étant constituée de deux parties en miroir, la seconde est marquée de la même manière.
La hauteur de la machine est déterminée par les paramètres du vérin et la distance indiquée sur le dessin par le symbole "a". Pour plier un tube profilé d'une largeur de 15 mm, cet espace à l'état inopérant du vérin doit être égal à environ 20 mm.
Dans cette conception, la force transmise par le poinçon est concentrée dans sa partie supérieure. En raison de cet effet, le rayon extérieur du tuyau subit une tension qui peut provoquer un amincissement de la paroi et, dans certains cas, une rupture. Par conséquent, il n'est pas recommandé d'utiliser cette machine pour la déformation de pièces à paroi mince.
Cintreuse de tuyaux bricolage
Sur un tel équipement, la pièce prend une forme donnée par roulage. Dans un atelier à domicile, il est plus facile de faire une construction à 3 rouleaux avec un entraînement manuel. Considérez deux options pour de telles machines.
Option de plateforme rotative
Le principe de construction d'une telle machine pour cintrer des tuyaux de section autre que ronde est le suivant:
- Le lit principal est relié par une articulation à une plate-forme rotative, qui définit l'angle de courbure.
- La plate-forme est entraînée par un vérin reposant sur elle par la tige de travail.
- Le brochage du profil s'effectue par rotation de la poignée située sur l'arbre intermédiaire.
Pour la fabrication de la base et des crémaillères de la machine, un canal d'une hauteur de paroi de 150 à 200 mm d'environ 3 m est nécessaire. Un tuyau en acier avec un diamètre intérieur égal au diamètre extérieur des roulements, divisé en 6 sections courtes, convient comme roulements pour les roulements, la base des rouleaux.

Du canal, la base et deux plates-formes sont faites. Ayant quitté d'un côté environ 0,5 m, un support vertical est soudé à partir du même canal. Pour ce faire, deux segments sont appariés pour renforcer le support.
En observant strictement la position horizontale, ils montent une plate-forme fixe et le porte-bagages arrière y est soudé. Ensuite, ils prennent une section du tube profilé et augmentent les limiteurs avec une hauteur non inférieure à l'épaisseur du tube profilé, dont la déformation est censée être effectuée sur la machine en cours de fabrication.
La plate-forme de guidage est reliée au cadre principal au moyen de charnières de porte. Les roulements sont montés sur les butées et les bords allongés des deux plates-formes par soudage et renforcent la structure avec des coins. Les arbres sont insérés dans les roulements et une poignée est fixée au milieu.
Un vérin est monté sous le bord de la plate-forme de guidage et fixé à la base à l'aide d'une connexion boulonnée.
L'assemblage d'une cintreuse de tuyaux avec une plate-forme rotative s'effectue dans l'ordre suivant:
Rouleuse à trois rouleaux
Sur cette machine, le tuyau est posé sur des rouleaux situés sur les côtés. Le rouleau mobile supérieur est abaissé sur le produit par le haut et de cette manière le fixe. Ensuite, tournez la poignée et à travers la chaîne transmettez le mouvement aux arbres. Le tuyau s'étire et change de géométrie.
En augmentant progressivement la pression en serrant le boulon de serrage et en tirant la pièce, ils réalisent la flexion du tuyau à l'angle requis.

Pour faire fonctionner une machine selon ce schéma, il est nécessaire de préparer une étagère et des produits métalliques façonnés pour le cadre, les arbres, 4 ressorts solides, une chaîne, des roulements, des attaches et d'autres détails. Pour monter les roulements, 3 arbres avec des paramètres correspondant aux pignons et roulements sont nécessaires.
Deux arbres sont conçus pour un placement latéral et le troisième (serrage) - pour une suspension sur ressorts. Ces articles devront probablement être commandés en atelier, et le reste peut être fait de vos propres mains.
La composition de l'arbre de serrage comprend des roulements, des engrenages et des bagues. Dans les anneaux, le filetage sous les boulons de serrage est coupé et des rainures sont faites. Dans les étagères du canal, effectuez des sièges sous l'arbre de serrage. Au stade final, la structure est assemblée en commençant par l'installation du cadre.
Après, l'arbre de serrage sur les ressorts fixés à l'étagère au moyen d'une connexion à clé est suspendu.Les arbres de support sont installés sur les côtés et une chaîne est tirée entre eux, en utilisant un coin magnétique comme support.
Sur l'un d'eux, fixant la poignée avec un tube rotatif, ils effectuent ensuite l'installation du vérin. Fixez-le à la plate-forme avec des boulons et une soudure.
Lors de l'installation de l'arbre de suspension, une certaine séquence est observée: d'abord, installez-la sur la tablette, les écrous sous les ressorts y sont soudés, la plate-forme est retournée et connectée aux ressorts. Il convient de noter qu'avec l'augmentation de la distance entre les rouleaux, les forces exercées pour la flexion diminuent.
Pour assembler une cintreuse de tuyau roulant, vous aurez besoin de:
Sur notre site, il y a plusieurs autres articles qui décrivent en détail les options pour les appareils faits maison pour cintrer les tubes profilés, nous vous recommandons de lire:
- Comment fabriquer vous-même une cintreuse pour votre tube profilé: un aperçu des meilleurs produits faits maison
- Comment faire une cintreuse de tuyaux de vos propres mains: exemples des meilleurs produits faits maison
Comment plier un tuyau profilé de manière simple?
Le dispositif le plus primitif pour changer la forme d'un tube profilé est l'utilisation d'un gabarit en bois. Il peut être utilisé dans le cas de flexion de tuyaux à paroi mince en acier ou en aluminium. Pour fabriquer une telle machine impromptue, ils prennent des planches, les attachent ensemble de quelque manière que ce soit et découpent le gabarit.

Au point de contact avec le tuyau, l'épaisseur du gabarit doit être supérieure de plusieurs centimètres à la hauteur de section transversale du tuyau profilé. Le bord du gabarit est réalisé avec une pente, sinon le tuyau risque de glisser.
La conception est équipée d'un arrêt et fixée à une base stable. Le tuyau est placé entre le plan du gabarit et la butée et le matériau commence à se plier, à partir du bord du tube. Si vous démarrez le processus de pliage à partir du centre, le tuyau à paroi mince peut s'aplatir.
Vous pouvez insérer une tige métallique dans le tuyau d'un diamètre égal à l'alésage du tuyau, ou vous pouvez simplement prendre un morceau de tuyau et le mettre sur le cheval de la pièce. Dans tous les cas, ce sera plus pratique.
Pour plus de détails sur la façon de plier un tuyau profilé sans équipement spécial, lisez ce truc.
Par le même principe, des machines plus puissantes sont fabriquées. Dans ce cas, la force est créée à l'aide d'un treuil, et le tuyau est fixé plus fort pour qu'il ne se casse pas.
Conclusions et vidéo utile sur le sujet
Les règles de base pour la fabrication d'une machine pour le traitement de tuyaux profilés:
Cintreuse de tubes, proche de la conception d'usine:
De toutes les options pour les machines de profilage, la conception la plus appropriée à son utilisation doit être sélectionnée. Parfois, le mécanisme le plus simple suffit pour vous fournir la quantité nécessaire de profil courbé sans frais financiers spéciaux.
Avez-vous une expérience personnelle dans la construction d'une machine à cintrer les tuyaux? Peut-être pouvez-vous fournir des informations utiles sur le sujet de l'article et publier une photo de l'appareil fabriqué? Veuillez laisser des commentaires, partager des expériences, poser des questions dans le bloc ci-dessous.
 Comment plier un tuyau profilé de vos propres mains sans outils spéciaux
Comment plier un tuyau profilé de vos propres mains sans outils spéciaux  Installation bricolage de tuyaux en PEHD: instructions de soudage + comment plier ou redresser de tels tuyaux
Installation bricolage de tuyaux en PEHD: instructions de soudage + comment plier ou redresser de tels tuyaux  Artisanat de bricolage à partir de tuyaux en propylène: options maison à faire soi-même
Artisanat de bricolage à partir de tuyaux en propylène: options maison à faire soi-même  Comment fabriquer une chaise à partir de tuyaux en polypropylène de vos propres mains: instructions étape par étape pour la fabrication
Comment fabriquer une chaise à partir de tuyaux en polypropylène de vos propres mains: instructions étape par étape pour la fabrication  Installation de tuyaux en cuivre bricolage: technologie d'installation de tuyaux en cuivre
Installation de tuyaux en cuivre bricolage: technologie d'installation de tuyaux en cuivre  Technologie de soudage bricolage pour tuyaux en polypropylène: un aperçu des méthodes et des nuances
Technologie de soudage bricolage pour tuyaux en polypropylène: un aperçu des méthodes et des nuances  Combien coûte le raccordement du gaz à une maison privée: le prix de l'organisation de l'approvisionnement en gaz
Combien coûte le raccordement du gaz à une maison privée: le prix de l'organisation de l'approvisionnement en gaz  Les meilleures machines à laver avec sèche-linge: évaluation du modèle et conseils clients
Les meilleures machines à laver avec sèche-linge: évaluation du modèle et conseils clients  Quelle est la température de couleur de la lumière et les nuances du choix de la température des lampes en fonction de vos besoins
Quelle est la température de couleur de la lumière et les nuances du choix de la température des lampes en fonction de vos besoins  Remplacement d'un geyser dans un appartement: paperasse de remplacement + normes et exigences de base
Remplacement d'un geyser dans un appartement: paperasse de remplacement + normes et exigences de base {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}