Comment les tuyaux métalliques sont pliés: subtilités technologiques de la performance au travail

Les tuyaux pliés en biais ont trouvé une application dans les industries pétrolières et chimiques, la construction de machines et d'appareils. Aucun projet architectural ou de construction n'est complet sans eux.
Toutes sortes de raccords peuvent être utilisés pour les virages, mais des fuites peuvent alors se produire, et parfois cela est tout simplement inacceptable pour des raisons esthétiques. Le cintrage des tuyaux offre une apparence plus attrayante et une grande fiabilité - un processus qui ne viole pas leur intégrité.
Nous vous dirons comment plier au mieux un tuyau métallique en utilisant à la fois la technologie du froid et du chaud. L'article que nous avons présenté décrit les spécificités des tuyaux de cintrage en divers matériaux. Les caractéristiques de travailler avec des tubes ronds profilés et ordinaires sont données.
Le contenu de l'article:
Caractéristiques du processus de pliage
Chaque métal a ses propres caractéristiques; sans leur considération, il est impossible de donner une forme complexe au métal laminé. Un tuyau de flexion est affecté par les forces radiales et tangentielles.
Les premiers déforment la section et les seconds contribuent à l'apparition de plis. La principale exigence pour le résultat final est que la section transversale du tuyau doit rester inchangée et qu'il ne doit pas y avoir d'ondulations sur les murs. Le pliage vous permet de minimiser le nombre de soudures lors de la pose de pipelines avec toutes sortes de coudes.
Méthodes de cintrage des tuyaux
En fonction de l'angle de pliage, du matériau et du diamètre requis du tuyau, le pliage peut être effectué manuellement ou à l'aide d'un équipement spécial. On distingue également le cintrage à chaud et à froid, avec le remplissage de la cavité du tuyau et sans remplissage.

Après la fin de la charge, un phénomène tel que le ressort se produit, qui est directement proportionnel au module d'élasticité du matériau. L'amplitude de la déformation possible dépend également de la méthode de flexion appliquée et de la géométrie de l'objet.
Spécificités de la technologie chaude
Cette méthode est choisie lorsqu'il est nécessaire de plier un tuyau d'un diamètre de 10 cm ou plus Déformer les tuyaux à chaud, manuellement ou à l'aide de mécanismes. Il existe un rayon de courbure minimum.
La longueur de la zone du tuyau, qui doit être chauffée, est déterminée en fonction du diamètre du tuyau et de l'angle de flexion. De plus, l'arrondi ne peut être inférieur au diamètre des tuyaux fois 3.
Trouvez la longueur de la zone chauffée selon la formule:
L = α x d / 15
Dans la formule: L est la longueur souhaitée en mm, α est l'angle de flexion en degrés, d est le diamètre du tuyau extérieur en mm, 15 est le coefficient. Supposons qu'un tuyau d'un diamètre de 200 mm doit être plié à un angle de 60 °, alors L = 60 x 200/15 = 800 mm, c'est-à-dire 4 diamètres.

Pour plier le tuyau, il doit être chauffé à 900⁰. La température optimale pour commencer à plier est de 760⁰, et à la fin - 720⁰C. Lorsqu'il est brûlé, les caractéristiques de résistance du matériau se détériorent.
Le processus de cintrage à chaud comprend plusieurs opérations:
- faire un modèle;
- emballage de sable;
- marquage des parcelles;
- le chauffage;
- flexion.
Afin de ne pas déformer la section du tuyau et sur sa partie intérieure au lieu de flexion, les bonbons ne se forment pas, l'espace intérieur est rempli de sable de quartz.
Le sable est préalablement séché et calciné afin d'éliminer les impuretés organiques à une température de 150 à 500⁰, puis ils sont passés à travers un tamis fin avec un maillage de 3,3 x 3,3 mm. Avant de commencer à bourrer le tuyau, vous devez en brancher une extrémité.
Comme bouchons, on utilise des bouchons en bois ou en métal ayant une ouverture pour la sortie des gaz. Le sable fin et humide ne peut pas être utilisé, car le premier est fritté et adhère fermement aux parois des tuyaux lorsqu'il est exposé à la chaleur.
Le second, du fait de la formation de vapeur, contribue à l'apparition d'une pression interne élevée, ce qui peut provoquer le décollement du bouchon.La présence de galets dans la garniture est inacceptable, ils peuvent passer à travers la paroi du tuyau.
Le processus de bourrage du tuyau prend beaucoup de temps, il est donc transporté vers la tour et lui donne une position légèrement inclinée ou verticale. Étant donné que la qualité du coude dépend directement du joint d'étanchéité, le tuyau est continuellement taraudé tout au long du processus. Un son étouffé indique un bon remplissage de la pièce.
Avant de passer directement à l'opération principale, les sections des futurs coudes sont dessinées sur un tuyau rempli de sable, en y attachant un gabarit. Tuyaux chauffés dans des fours ou des fours. Ils se plient manuellement et mécaniquement.
Dans ce dernier cas, des plaques spéciales sont utilisées, équipées de poteaux de poussée, à l'aide desquels la section de tuyau chauffée est fixée et avec des pinces qui servent à maintenir l'extrémité du tuyau sur la plaque. Un câble est placé à l'extrémité opposée du tuyau, dont la tension à l'aide d'un treuil ou d'une flèche provoque le pliage du tuyau.
Pour éviter que les parois du tuyau ne se déforment, des joints sont placés dans l'espace du tuyau de rack - droit ou incurvé. L'extrémité libre avec un câble attaché est fixée avec un support. Pendant le processus, contrôlez la géométrie du tuyau en lui appliquant périodiquement un gabarit.
En pliant le tuyau à l'angle souhaité, les bouchons sont retirés de celui-ci par grillage ou simplement assommés. Le sable est versé, le tuyau est nettoyé et lavé. Effectuez un test de pliage final à l'aide d'un modèle.
Pliage à froid
Pour modifier la configuration des tuyaux de petits diamètres, divers outils à main sont utilisés, pour les cintreuses de tuyaux de grande taille. À la maison, le pliage de l'eau et du gaz est le plus souvent nécessaire tuyaux en acierutilisé dans le dispositif d'alimentation en eau et les systèmes de chauffage.
Le pliage d'un tuyau sous 90⁰ est appelé un coude, 180⁰ - un kalach, avec un rebord - une trame, sous la forme d'une boucle - un support.

Pour le pliage manuel, il existe d'autres appareils. À la maison, pour la fabrication d'un serpentin de chauffage d'eau, un tube en acier inoxydable d'un diamètre d'environ 20 mm est simplement enroulé sur un morceau de tuyau de grand diamètre. Auparavant, un support est soudé sur un grand tuyau, posé sur des supports et serré.
Le tube est étroitement emballé avec du sable et fermé avec des bouchons, puis inséré dans le support et le bobinage commence. Le tuyau utilisé comme modèle doit être défilé, donc des efforts d'au moins deux personnes seront nécessaires. Une fois le bobinage terminé, la bobine est mise à niveau.

Le pliage de tuyaux en acier inoxydable ou d'autres matériaux à la maison peut être effectué avec l'outil le plus simple. Il est conseillé de postuler pour de petites quantités de travail.
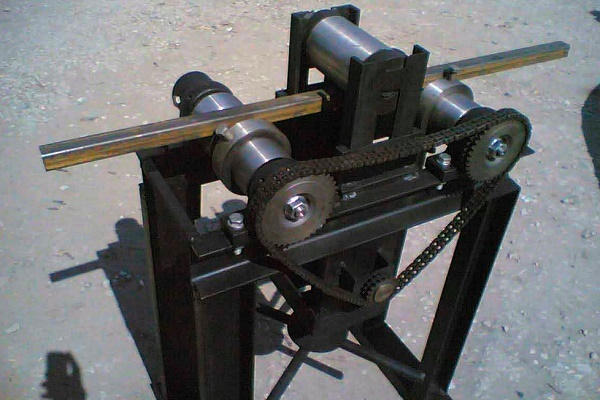
Une machine mécanique simple pour plier un tuyau peut être construite de vos propres mains, surtout si vous avez les compétences d'un soudeur et connaissez bien la machine à souder:
Pour faire une primitive dispositif de cintrage de tuyaux besoin d'une dalle de béton, d'épingles en métal et d'un marteau. La plaque est divisée en cellules de 40 x 40 ou 50 x 50 mm. Aux coins des cellules, des trous sont percés avec un poinçon et des broches y sont insérées.
Le produit tubulaire est inséré entre les broches et, en appliquant une force, se plie. La précision de cette méthode de pliage n'est pas idéale, mais utiliser la pièce à travailler à la maison est tout à fait suffisant. Pour plier avec une plus grande précision, vous pouvez utiliser un appareil fabriqué sur la base d'un vérin.

Pour que la lumière intérieure du tuyau ne se déforme pas, appliquer des moyens qui contrecarrent ce processus de l'intérieur. En tant que limiteurs internes, le sable est le plus souvent utilisé. En même temps, un bouchon est inséré à une extrémité du tuyau, et du sable est versé à travers la seconde, puis il est bouché avec un bouchon de liège. Ensuite, le pliage est effectué.
Parfois, le limiteur est un ressort spécialement conçu à cet effet. Pour le bobinage, utilisez un fil d'un diamètre de 1 à 4 mm. Le ressort doit pénétrer librement dans le tuyau au point de pliage, laissant une partie du fil à l'extérieur.
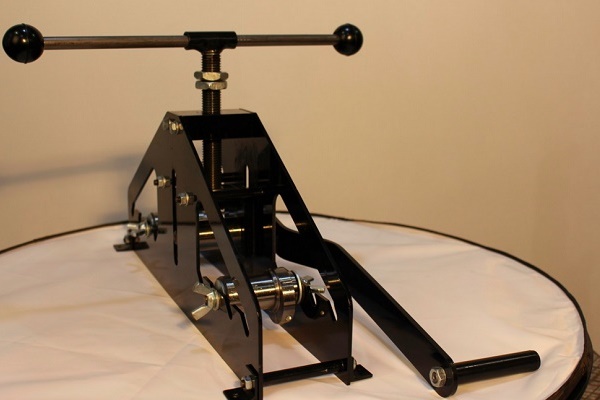
Le système hydraulique des outils à main, des machines portables et stationnaires facilite grandement le processus de pliage et accélère le processus de déformation des tuyaux:
Après flexion, le ressort est retiré en tirant sur le fil. Dans le cas d'un travail avec un tuyau de section carrée, un fil de même section est choisi pour la fabrication du ressort.
Un faisceau de fils constitué de segments séparés qui poussent un vers l'intérieur à la fois à l'endroit du futur coude convient également à cette fin. Une fois l'opération terminée, les segments sont également supprimés un par un. Vous pouvez plier manuellement un tuyau en acier inoxydable d'une section allant jusqu'à 4 cm et d'une épaisseur de paroi de 0,3 cm.

Pour travailler avec de grands diamètres, vous avez besoin d'un équipement professionnel. Il existe des cintreuses de tuyaux équipées d'un mandrin. Cet élément structurel est une tige métallique ordinaire.

Avant de commencer le processus de pliage, il est placé à l'intérieur pour éviter la déformation des parois du tuyau. Les mandrins inclus dans le kit ont une section différente, vous pouvez donc choisir le bon pour un certain diamètre de produits de tuyauterie.
Modification de la configuration des tuyaux en métal non ferreux
Il existe une propriété très utile dans les métaux non ferreux - une ductilité élevée. Cependant, ils ont une résistance insuffisante. Pendant le pliage, à la suite de l'application de forces de compression et de traction, un effondrement ou une rupture du tuyau peut se produire. Pour éviter que cela ne se produise, vous devez suivre strictement la technologie.
Comment plier des tuyaux en cuivre et en laiton?
Pour le cintrage des tuyaux en cuivre et en laiton, des méthodes à chaud et à froid sont utilisées. Lorsque vous choisissez le premier comme charge interne, choisissez du sable, la deuxième colophane fondue. La technologie de cintrage est la même que pour les tubes en acier.
Les produits de tuyauterie en cuivre et en laiton avant cintrage à froid sont soumis à un recuit avec refroidissement ultérieur. La plage de température pour les deux matériaux est la même - de 600 à 700 ° C. La différence réside dans le milieu de refroidissement - le cuivre est placé dans l'eau et le laiton est refroidi dans l'air.
Une fois le processus terminé, la colophane est éliminée par fusion. Afin d'éviter la rupture de la conduite, le processus ne démarre en aucun cas par le milieu de la conduite, uniquement par les extrémités. En tant que dispositifs de cintrage, des outils simples et des machines-outils sophistiquées sont utilisés.
Les cintreuses de tuyaux manuelles fonctionnent grâce aux efforts physiques d'une personne, tandis que les cintreuses hydrauliques réduisent ces efforts au minimum. Ceux-ci et d'autres sont équipés de buses interchangeables pour la possibilité de sélectionner le diamètre souhaité.

Il est beaucoup plus facile de travailler avec des tuyaux en cuivre et en laiton qu'avec des tuyaux en acier, mais la déformation du métal pendant le pliage se produit selon les mêmes lois de la physique. Sur une partie courbée, la surface extérieure subit une tension, à la suite de laquelle les parois deviennent plus minces.
Des processus inverses se produisent à l'intérieur du tuyau - le mur se contracte et devient plus épais. Il y a un risque de transformer la section circulaire en un ovale et de réduire le passage conditionnel, vous ne pouvez donc pas commencer à vous plier sans prendre des mesures pour empêcher ces phénomènes.
Cintrage de tuyaux en aluminium
Les principales méthodes de cintrage des tuyaux en aluminium sont les mêmes que le laiton ou le cuivre:
- pousser entre les rouleaux;
- rouler;
- rouler;
- la pression.
Avant de décider comment et comment plier les tuyaux en aluminium, vous devez vous familiariser avec chacun. La première méthode est utilisée pour les tuyaux à paroi mince d'un diamètre maximal de 10 cm, lorsque vous devez obtenir un coude doux avec de petites exigences de précision. Le rayon minimum est strictement réglementé ici. Sa valeur est de 5-6 diamètres de tuyau.
La courbure du tracé détermine la position du rouleau de renvoi. De cette façon, les éléments décoratifs de l'intérieur sont le plus souvent réalisés. Dans la deuxième manière, un matériau de tuyau de grand diamètre est plié, pour lequel des cintreuses de tuyau à 3 rouleaux sont utilisées. Le tuyau est tiré entre les rouleaux d'entraînement, dont l'orientation détermine le rayon de courbure.

La précision de cette méthode est encore plus faible que la précédente, mais la pièce peut être soumise à des pliages répétés et à la répétition du processus jusqu'à l'obtention de la géométrie souhaitée.
Le pliage des tuyaux à paroi mince en aluminium peut être effectué manuellement, après avoir préparé correctement:
La méthode du rollback ne prévoit pas la présence d'une charge interne, elle n'est donc pas utilisée pour obtenir de petits rayons. Lors du choix de cette méthode, elle ne fonctionnera pas pour répondre aux exigences strictes concernant l'ovalité de la section au virage.
Pour la déformation d'un tuyau en aluminium par pression, des presses avec des matrices montées sur eux avec une matrice de la forme souhaitée sont utilisées. La géométrie donnée est obtenue grâce à l'influence de la pression exercée de l'extérieur.
Dans certains cas, la pression peut être interne lorsque le tuyau est placé dans le moule et que le fluide est fourni à l'intérieur avec une pression suffisante pour le presser contre les parois.
Il n'est pas facile de plier les tuyaux en duralumin, car ce matériau est assez dur et élastique. Pour faciliter le processus, ils sont cuits immédiatement avant de se plier à une température de 350 à 400 ° C, puis ils attendent que les tuyaux soient naturellement refroidis à l'air.
Méthodes de cintrage de tuyaux de grand diamètre
Les méthodes apparues relativement récemment sont le pliage de tuyaux impliquant des courants industriels et à haute fréquence et le pliage avec tension. Dans le premier cas, une installation haute fréquence haute performance est utilisée, dans laquelle un tuyau d'un diamètre de 95 à 300 mm est chauffé, plié et refroidi.
Il se compose de deux parties - une mécanique sous la forme d'une machine à cintrer et une électrique, comprenant une partie électrique et une installation à haute fréquence.
Le tuyau est déformé uniquement dans la zone chauffée située dans la zone d'inductance. La modification de la géométrie à une taille prédéterminée se produit sous l'influence d'un rouleau de renvoi. En utilisant cette méthode, un coude avec une courbure de petit rayon peut être obtenu.
Le cintrage selon la deuxième méthode est effectué sur des cintreuses dont l'ensemble comprend une table rotative. De grandes forces de traction et de flexion agissent sur le tuyau. Cela vous donne des virages fortement incurvés avec une épaisseur de paroi constante sur toute la circonférence.
La méthode est utilisée pour plier des tuyaux de grand diamètre utilisés dans l'aviation, l'industrie automobile, la construction navale, où des exigences élevées sont imposées au pipeline. L'avantage est la possibilité de plier des tuyaux avec un mur de 2 - 4 mm à 180⁰.
Les caractéristiques sont un assortiment de profils flexible
Les produits de tuyaux profilés ont une apparence plus esthétique que leurs homologues à section circulaire, ils se retrouvent donc souvent dans les structures domestiques. Lors de la flexion, les forces de compression agissent sur lui de l'intérieur et les forces de traction de l'extérieur. Choisissez soigneusement une méthode de pliage avant de procéder à cette opération.
L'assortiment de profilés comprend des tuyaux de section transversale en forme de rectangle carré, ovale.
Il y a plusieurs nuances et vous ne devez pas les oublier lorsque vous faites tuyaux de forme flexible à la maison sans équipement spécial:
- La longueur optimale de la section courbée pour les tubes profilés à parois minces et une section jusqu'à 2 cm est la hauteur du tube multipliée par 2,5.
- Pour les tuyaux à paroi épaisse, la longueur de la zone de flexion est déterminée en multipliant la section par trois. Sinon, la fissuration du matériau de l'extérieur ou sa déformation de l'intérieur ne peut être évitée.
- La valeur minimale du rayon de courbure est la section transversale de flexion multipliée par 2,5.
Sans tenir compte de ces exigences, vous ne pouvez même pas espérer un bon résultat. Les méthodes de pliage ne diffèrent pas de celles utilisées pour travailler avec des produits à section circulaire. De plus, vous pouvez utiliser la méthode du pliage manuel avec la mise en œuvre de coupes transversales, qui sont effectuées sur trois côtés du tuyau.
La longueur des coupes et leur nombre est déterminé par calcul. Supposons qu'il existe un tuyau de 40 x 90 mm. Il est nécessaire de terminer un tour complet, c'est-à-dire pliez le long du mur 40 mm à un angle de 180 ° avec un rayon de 150 mm. Tout d'abord, calculez la longueur du demi-cercle le long du rayon extérieur:
L = (2π r: 2 = 2x 3,14 x 190): 2 = 596,6 mm
Pour le rayon intérieur, les calculs sont les mêmes:
LVL = (2 x 3,14 x 150): 2 = 471 mm.
La somme des longueurs de coupes sur le rayon intérieur est déterminée par la formule: Lout = L - Lin = 596,6 - 471 = 126 mm.
Souhaitant le faire vous-même cintreuse manuelle ou cintreuse de tubes profilés de nos propres mains dans les articles que nous avons proposés, vous trouverez de nombreuses informations utiles, des diagrammes et des recommandations utiles.
Si vous considérez qu'un broyeur peut couper 5 mm de large, alors sur le plan de pliage d'une longueur de 126 mm, vous obtenez 25 fentes, après quoi le tuyau est plié jusqu'à ce que les bords des coupes entrent en contact. Les fentes sont brassées et les coutures sont nettoyées.

Il existe une autre manière de plier les tuyaux profilés et ronds, mais il ne peut être utilisé qu'en hiver. Pour ce faire, branchez les tubes aux extrémités du tube, remplissez l'eau et attendez qu'elle durcisse. Le tuyau est plié, contrôlant le processus avec un modèle, puis les bouchons sont retirés et le liquide retiré.
Conclusions et vidéo utile sur le sujet
Extrait n ° 1. Apprenez à plier un tuyau à l'aide d'outils improvisés de cette vidéo:
Extrait n ° 2. Comment plier un tuyau d'une section en un cercle:
Extrait n ° 3. Un cintreur de tuyaux fait maison est une chose nécessaire dans le ménage:
Lors de la réparation ou de la construction d'une maison, il est souvent nécessaire de plier le tuyau - rond ou profilé. Si le volume est petit, vous pouvez le faire vous-même. Le pliage en masse des produits de tuyauterie n'est possible qu'avec un équipement spécial.
Racontez-nous comment vous avez plié un tuyau métallique pour une serre ou à d'autres fins. Partagez les nuances technologiques que vous ne connaissez qu'avec les visiteurs du site. Veuillez écrire des commentaires dans le bloc ci-dessous, publier une photo sur le sujet de l'article, poser des questions.
 Coupe de tuyaux en biais: avantages et inconvénients des différentes méthodes + exemple de travail
Coupe de tuyaux en biais: avantages et inconvénients des différentes méthodes + exemple de travail  Test de pression des tuyaux métal-plastique: l'ordre et les nuances du travail
Test de pression des tuyaux métal-plastique: l'ordre et les nuances du travail  Raccords à sertir pour tuyaux en plastique: types, marquage, fonction + exemple d'installation
Raccords à sertir pour tuyaux en plastique: types, marquage, fonction + exemple d'installation  Comment est la pose de tuyaux sans tranchée: caractéristiques de la méthode + exemple de travail
Comment est la pose de tuyaux sans tranchée: caractéristiques de la méthode + exemple de travail  Soudage de tubes en polypropylène: règles de travail et analyse des éventuelles erreurs
Soudage de tubes en polypropylène: règles de travail et analyse des éventuelles erreurs  Remplacement des tubes de salle de bain: un guide étape par étape pour travailler
Remplacement des tubes de salle de bain: un guide étape par étape pour travailler  Combien coûte le raccordement du gaz à une maison privée: le prix de l'organisation de l'approvisionnement en gaz
Combien coûte le raccordement du gaz à une maison privée: le prix de l'organisation de l'approvisionnement en gaz  Les meilleures machines à laver avec sèche-linge: évaluation du modèle et conseils clients
Les meilleures machines à laver avec sèche-linge: évaluation du modèle et conseils clients  Quelle est la température de couleur de la lumière et les nuances du choix de la température des lampes en fonction de vos besoins
Quelle est la température de couleur de la lumière et les nuances du choix de la température des lampes en fonction de vos besoins  Remplacement d'un geyser dans un appartement: paperasse de remplacement + normes et exigences de base
Remplacement d'un geyser dans un appartement: paperasse de remplacement + normes et exigences de base {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Grand article 🙂