Испитивање притиска метално-пластичних цеви: редослед и нијансе рада

Успешна алтернатива традиционалним челичним цевима су технолошки производи направљени од метала и пластике. Нарочито је био популаран у водоводној индустрији. Пластика се користи у састављању и поправљању комуникација под притиском, без притиска у круговима за топлу и хладну воду, као и у системима грејања.
За стварање једињења користи се једноставна и приступачна метода - пресовање метално-пластичних цеви. Рећи ћемо вам како се то ради, који ће алат независном водоинсталатеру требати да изгради или обнови системе. Наше препоруке ће вам помоћи да постигнете најквалитетнији резултат.
Садржај чланка:
Кримпинг: концепт у ширем смислу
Сам концепт „пресовања“, примењен на метално-пластичним рукавима, требало би размотрити у широком смислу те речи. На пример, кримпање се често подразумева као стандардна испитивања која су изведена хидраулично или пнеуматски.
Али савремена пракса показује да се термин „пресовање“ такође сасвим логично приближава процедури спајања фитинга и метално-пластичне цеви. Ова врста везе се врши употребом технологије пресовања помоћу посебног алата (кљешта).

Без обзира на услове уградње и примењену технологију, постављање водоводне или друге комуникације на бази пластичних цеви прати испитивања чврстоће и чврстоће.

Генерално поступак испитивања изводи хидраулично.Али не искључује се могућност испитивања тестова пнеуматском методом.
Методе пресовања металне пластике
Хидрауличка метода укључује пуњење метално-пластичних цеви водом, праћено повећањем притиска на подешене вредности. Тестови могу утицати на цео монтирани пртљажник или само на његове појединачне секције.
Пнеуматска метода укључује употребу компримованог ваздуха уместо воде. Ова метода пресовања се сматра мање ефикасном и опаснијом од хидрауличке верзије. И нема везе, тестирају се металне цеви или метал-пластичне.
Опција бр. 1: хидраулична
Процес се не разликује од стандардне верзије која се користи на челичним водоводима. Једино упозорење је да радни притисци за пластичне цеви имају ниже вредности од оних усвојених за металне производе.
Сходно томе, испитни притисак се израчунава узимајући у обзир стандардне поставке радног притиска за пластику према формули:
Ри = Ррп * 1,5,
У њему је Ри притисак теста; РРП - радни притисак пластичне цеви.
Температура воде унутар цевовода је дозвољена унутар плус вредности 5 - 40ºС.
Напредак поступка:
- Припремите тест место (ставите дизалице, чепове).
- Инсталирајте 2 мјерача на различитим тачкама на линији.
- Инсталирајте отвор за ваздух на горњи ниво линије.
- На доњем нивоу линије прикључите пумпу за воду.
- Напуните линију водоснабдевањем од доњег до горњег нивоа.
- Отворите вентилацијски отвор да бисте одзрачили ваздух из система.
Унутар аутопута од пластичне цеви притисак треба да буде успорен, искључујући изненадне скокове. Такве услове притиска обезбеђује ручна хидраулична преса.

Док притисак не достигне радни ниво, препоручује се повремено визуелно проверавати подручја могућих цурења.
Ове странице су обично:
- везе цеви до цеви;
- контакт цеви и фитинга;
- тачке инсталације за славине и утикаче.
Повећање притиска унутар метално-пластичних цеви до вредности која прекорачује радни параметар за 1,5 пута дозвољено је само у одсуству људи у близини испитне линије.
Успостављени испитни притисак унутар цевовода мора се одржавати одређено време. За снабдевање водом из метално-пластичних цеви, предвиђених за рад у кућним условима, прихвата се минимално петоминутно време излагања.
Током прихваћене минималне вредности времена испитивања, пад притиска у инсталационим тачкама манометра за контролни притисак није дозвољен. Када се на контролним уређајима примете промене у минусу, ово стање указује на непотпуну непропусност система.
Потребно је ослободити притисак на радну вредност и пажљиво проверити места могућих пропуштања по целом делу пластичних цеви. Откријте недостатке и поновите поступак испитивања.

Тестови за пропуштање се полажу када испуњавају следеће услове:
- визуелно нису откривена цурења;
- нема визуелних ломова у зидовима цеви;
- пет минута није било промене притиска на контролним инструментима;
- нема видљивих деформација цеви.
У међувремену, потребно је разјаснити: ако време излагања прелази интервал од пет минута, дозвољен је мали пад испитног притиска због природне промене температуре воде унутар метално-пластичних цеви.
Опција бр. 2: пнеуматски
У случају немогућности хидрауличног пресовања из било којег разлога, дозвољена је алтернатива - пнеуматски тест.
Метода пнеуматског испитивања разликује се мало другачијим начином проверавања непропусности, али генерално практично понавља хидрауличку методу. Ова технологија се не користи тако често на цевима, већ се користи за пресовање појединих уређаја, на пример експанзијских резервоара, котлова, измењивача топлоте итд.

За откривање цурења под пнеуматским притиском, по правилу се користи раствор сапуна. Инсталирана линија се напуни ваздухом под притиском Ри = Рп * 1.15, а места потенцијалних цурења наводњавају се сапуницом. Излаз ваздуха се одређује надувавањем мехурића.
Ова техника верификације омогућава вам да визуелно откријете чак и мање цурења. Али, инспектору је прилично тешко надгледати цурење на местима која су тешко доступна за визуелно посматрање.
Метода пнеуматског испитивања добро је погодна за испитивање пропуштања пластичне цијеви или према шеми „цев у цеви“. Али када је потребно тестирати систем цевовода на чврстину, ова метода очигледно није најбоља. Овде се морате упутити на хидраулично тестирање.
Криминг као метода повезивања
Примећена је пракса уградње метално-пластичних цеви применом неколико метода погодних за израду свих врста веза:
- лемљење;
- кључ;
- цримп.
Последња метода ове тројице је само пресовање метално-пластичне цеви у подручју њеног зглоба арматуром.

Техника таквог прешања се одликује једноставним радњама које су доступне за извођење чак и непрофесионалним водоводима. Једино упозорење - за рад захтева тзв клијешта - посебан алат захваљујући којем се ствара поуздана веза за пресовање.
Опћенито, за извођење радова кориштењем технике пресовања потребан је сљедећи сет алата:
- резач цеви за пластичне цеви;
- калибратор, експандер, преграда;
- клијешта.
Секач цеви прави равномерни пресек за одређену величину, без деформације цеви и под правим углом.Са калибатором и преклопницом, крај метално-пластичне чахуре је припремљен за накнадну артикулацију са прикључком.
Понекад је за рад потребан и експандер. Притиснути клинчићи у том процесу заузимају посебно место. Помоћу овог алата је припремљено једињење пресовано.
Опрема за прешање и компресију (такође су навојне) користи се у монтажи метално-пластичних цевовода, кораци њихове уградње су у великој мери слични:
Како пресовати пластичну цев
Поступак пресовања у вези са спајањем метално-пластичне цеви са прикључком омогућава следећи низ акција:
- Сечење пластичних цеви по величини.
- Извршите калибрацију његових крајњих секција.
- Прекривање унутрашњег радијуса.
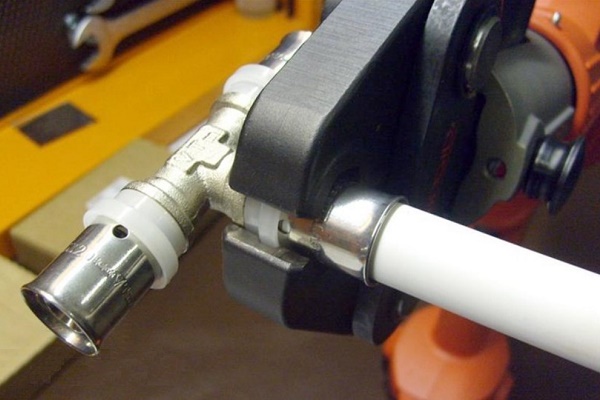
Затим је на крају цеви постављена пресовна чахура.

После ових радњи, уградбени део фитинга се убацује у метално-пластичну цев са краја на коме се налази рукавац за прешање. Померите кошуљицу за прешање преко тела цеви, поставите је паралелно са спојницом. Смернице за рад са прешом за фитинге у монтажи метално-пластичног цевовода дато овде Препоручујемо читање корисних информација.
Наместите на месту спојнице прешаће, које се допуњују додацима који одговарају величини пречника обрађеног цевовода. Стисните ручке алата до краја.

Такве акције су типичне за пресовање помоћу ручног алата. У међувремену, поред ручног пресовања, постоје електрични, хидраулични, пнеуматски уређаји.
Ове опције дизајна се обично ретко користе у свакодневном животу. Њихова сврха је индустријска производња. По конфигурацији се такође веома разликују од ручних модела.
Треба обратити пажњу на неке карактеристике приликом рада са кљештама.Увек је дозвољено само једнократно пресовање. Ако из неког разлога није било могуће направити висококвалитетни пресовање први пут, не покушавајте поновити акцију. Неисправно пресовање мора бити уклоњено, а поступак пресовања прво се мора извршити.
Предности и недостаци пресовања
Процена спајање пластичних цевинаправљено уз помоћ пресова, немогуће је не приметити предности и недостатке.

И једни и други одређују услове у којима је ова метода погодна.
Списак запажених предности је следећи:
- ствара се веза без надзора;
- прорачун за високе радне притиске;
- висока механичка чврстоћа;
- дуг радни век;
- Лака и брза уградња.
Са становишта постојећих недостатака, стручњаци такође идентификују неке факторе и обично их повезују са критеријумима за одржавање или уградњу:
- ствара се нераздвојива веза;
- потребан је специјални алат (клијешта).
Лоша страна је да свака грешка у пресовању све рад своди на нулу.

Поред ових недостатака, можете да додате и велику цену главног алата - преше за крпељ.
Истина, ручна прилагодба домаћим условима има цијену која није толико висока као аутоматски дизајн. Али ни у овом случају куповина није исплатива, јер је потреба за алатом једнократна.
Закључци и корисни видео о овој теми
Из видеа можете сазнати о томе како радити са механичким пречкама, наиме како пресовати фитинге метално-пластичних цеви.
Монтажа метално-пластичних цеви пресовањем се препоручује да се изводи у амбијенталним условима са температуром од најмање + 10ºС. Препоручљиво је издржати купљени материјал (цеви) у новим условима најмање 24 сата и тек након тога започети уградњу.
Инсталирани водоводни систем мора се испитати на непропусност и чврстоћу помоћу хидрауличких и пнеуматских испитивања.
Имате ли искуства у раду са пластичним цевима и уређајима за њихово спајање? Властите технолошке суптилности производње овог дела, које нису обухваћене у чланку? Напишите коментаре у блок образац испод, поставите питања, објавите фотографије.
 Преша за фитинге за пластичне цеви: врсте, обележавање, намен + пример уградње
Преша за фитинге за пластичне цеви: врсте, обележавање, намен + пример уградње  Сечење цеви под углом: предности и недостаци различитих метода + пример рада
Сечење цеви под углом: предности и недостаци различитих метода + пример рада  Како се савијају металне цеви: технолошке суптилности радних перформанси
Како се савијају металне цеви: технолошке суптилности радних перформанси  Уградите сами пластичне цеви: технологија повезивања и примери ожичења
Уградите сами пластичне цеви: технологија повезивања и примери ожичења  Лемљење полипропиленских цеви: правила рада и анализа могућих грешака
Лемљење полипропиленских цеви: правила рада и анализа могућих грешака  Замена цеви за купатило: Корак по корак водич за рад
Замена цеви за купатило: Корак по корак водич за рад  Колико кошта прикључење гаса на приватну кућу: цена организовања снабдевања гасом
Колико кошта прикључење гаса на приватну кућу: цена организовања снабдевања гасом  Најбоље веш машине за сушење веша: оцена модела и савети купаца
Најбоље веш машине за сушење веша: оцена модела и савети купаца  Која је температура боје светлости и нијансе избора температуре лампе према вашим потребама
Која је температура боје светлости и нијансе избора температуре лампе према вашим потребама  Замена гејзера у стану: замена папира + основне норме и захтеви
Замена гејзера у стану: замена папира + основне норме и захтеви {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
У присуству потребног алата (специјалног секача за цеви и пречника), прешање метално-пластичних цеви није велики проблем и прилично је лако то учинити сами. Ако нешто није јасно, погледајте само пар видеозаписа који су пуни мреже. Друга ствар је да немају сви алат, али то кошта много.
Да, и нема разлога да их купујете ако се професионално не бавите тиме. Управо сам изнајмио ове прешаче, сада постоји пуно компанија у којима се то може учинити.
Здраво. Да ли је потребно жвакати приликом израде цеви на месту реза?