Машина за савијање профилне цеви: како израдити машину за савијање цеви властитим рукама

У домаћинствима се машина за савијање профилних цеви не користи тако често да би се куповала скупа фабричка опрема.
Када се појави таква потреба, једноставни савијач цеви може се извршити приватно, претходно одлучујући какав је овај дизајн погодан за задатак.
У овом чланку детаљно су анализиране сорте машина за савијање цеви, описани су принципи њиховог рада и начини конструкције.
Садржај чланка:
Врсте машина за савијање профилне цеви
Постоје многе модификације опреме за промену конфигурације профилних цеви. То је због минималног радијуса савијања. Ако се овај важан параметар занемари, на месту савијања долази до промене карактеристика чврстоће материјала у најгорем облику. Такође морате да знате неке технолошке ситнице. савијање металних цеви и узимајте их у обзир током рада.
Приликом одабира дизајна узети у обзир материјал обраде, пречник, дебљину зида.
Класификација машина за савијање према типу погона
Машине конструисане за савијање цеви су у зависности од врсте погона ручне, електромеханичке и хидрауличне.
Таме. Ово су изузетно једноставни механизми који су доступни за самосталну производњу чак и особи која није посвећена ситницама рада са металом.

Електромеханички. Таква машина има погон у облику електромотора - степенасти или уобичајени, повезан путем нижег степена преноса. Ово последње решење омогућава савијање високог квалитета због правилне расподјеле напона.
Уређај није једноставан за производњу, захтева посебно знање и барем мало професионализма.

Хидраулиц. Погон у овом моделу је ручни. За разлику од једноставне ручне конструкције, у круг је укључен и хидраулични цилиндар, који значајно смањује мишићни напор који се подноси током савијања.
Ваљци дају шансу да се савију профилне цеви у било ком потребном правцу. Ручни профил са хидрауликом мале тежине може савити цевни асортиман до 10 цм.

Врсте савијача према начину уградње
Постоји подела савијања профила и у зависности од начина уградње. Разликовати између стационарне, преносиве и носиве опреме. Стационарне машине могу имати облик једноставне бетонске плоче са шипкама или чврсте опреме.
Компактни преносни савијачи цеви имају потпорно постоље, али носиви модел нема подршку, бира се сваки пут када користите опрему.
Класификација машина према начину савијања
Дизајн машине за савијање профила и његове перформансе зависиће од начина савијања. Постоје 3 главна начина савијања. Прва је екструзија, када се геометрија профилне цеви мења ваљком за деформисање који делује као пробијање. Матрица у овом случају изостаје.
За обављање операције потребна су 2 снажна носача са супротних страна савијања, који такође служе као матрица. Као такви носачи користите окретне ципеле или ролере.
Будући да се сила постепено повећава и стално има окомити смер у односу на цев, метода омогућава добијање доброг крајњег резултата. Методу примењујемо само за рад у малом обиму.
Друго је притискање. Да би се добио савијање, користи се принцип клизних витла - између цеви и бушења поставља се сегмент цеви.
Профили последњег, да би се добило висококвалитетно савијање, морају тачно да понове геометрију дела. А такође је у прорачуну потребно узети у обзир преосталу деформацију метала. Код куће, ова метода је применљива када се не захтева велика тачност.

Трећа - котрљање - универзална метода која се користи за савијање и танкослојних и дебелозидних цеви. Савијање се добија повлачењем обратка између ваљака - један ротирајући и два носећа.
Поред горе наведеног, савијање цеви се такође може извести следећим методама:
Без обзира на изабрани дизајн, када сами правите машину за савијање цеви, морате узети у обзир препоруке стручњака. Приликом одабира материјала за кревет потребно је поћи од чињенице да дебљина метала треба бити најмање 1/6 ширине профилисане цеви.
Дакле, ако морате савити цев у пресеку са правоугаоником са параметрима 50 к 25 мм, да бисте избегли деформацију лежишта током савијања, морате узети канал или угао дебљине најмање 10 мм. Основна плоча и пробијање клипом требају бити 2 пута дебљи.
Оптимални пречник ваљака је најмање у троструким димензијама пресека. Полица канала и угао који се узимају за израду оквира требало би да буду 2 и 3 пута ширине цеви. Ако треба да радите на савијању профилних цеви правоугаоног пресека 50 к 25 мм, потребан вам је канал 100 к 10 или угао 150 к 10.
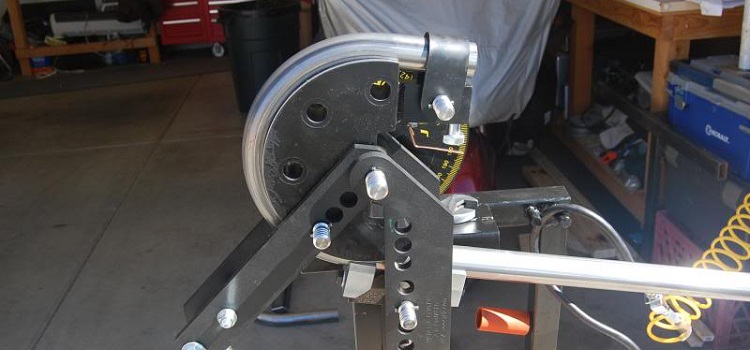
Израђујемо савијање хидрауличне цеви
Размотрите хидраулични алатни строј, где се савијање деси због тога што се средишња цев гурне кроз средину с убодом фиксираним на узлазном штапу. Као резултат блиског контакта обратка, који се ослања на два непомична ваљка, са помичним убодом, последњи добија свој облик.

За обележавање радне површине поставља се вертикална осовина, а на удаљености означеној на цртежу од ивице и осе налази се место доњих рупа. Затим означите локацију горњих рупа, одмакнувши се од жељеног растојања. Они спајају равну линију са средиштем тих рупа и постављају једнаке сегменте на њих.
Оси средњих отвора ће бити на пресеку ознака са нагнутом осе. Рупе на радној површини потребне су за контролу радијуса савијања профилног обрадака. Пошто се радна површина састоји од два огледала, други је на исти начин обележен.
Висина машине је одређена параметрима дизалице и растојањем назначеним на цртежу симболом "а". Да бисте савили профилну цев ширине 15 мм, овај размак у неактивном стању дизалице треба да буде приближно једнак 20 мм.
Код овог дизајна сила коју удара је концентрисана у свом горњем делу. Као резултат овог ефекта, спољни радијус цеви доживљава напетост, што може проузроковати стањивање зида, а у неким случајевима и пукнуће. Због тога се овај строј не препоручује да се користи за деформацију танкостенских обрадака.
Направите савијач цеви
На таквој опреми, радни комад ваљком поприма одређени облик. У кућној радионици лакше је направити конструкцију са 3 ваљка са ручним погоном. Размотрите две опције за такве машине.
Опција ротационе платформе
Принцип конструкције такве машине за савијање цеви са пресеком који није округао, је следећи:
- Главни кревет повезан је зглобном конструкцијом с ротирајућом платформом која поставља угао савијања.
- Платформу покреће дизалица на коју лежи радни штап.
- Развлачење профила врши се окретањем ручке која се налази на средњем вратилу.
За израду основе и носача машине потребан је канал чија је висина зида од 150 до 200 мм у количини од око 3 м. Челична цев унутрашњег пречника једнака спољном пречнику лежајева, која је подељена у 6 кратких пресјека, погодна је као лежајеви за лежајеве, основа ваљка.

Од канала се праве база и две платформе. Одмакнувши се са једне стране око 0,5 м, вертикално постоље је заварено из истог канала. Да бисте то учинили, два сегмента су упарени како би сталак био јак.
Строго посматрајући хоризонтални положај, постављају непомичну платформу, а на њу је заварен задњи носач. Затим узимају пресек профилне цеви и повећавају граничнике висине не мање од дебљине профилне цеви, чија се деформација треба извршити на машини која се производи.
Водећа платформа повезана је са главним оквиром помоћу шарки за врата. Лежајеви су монтирани на продуженим граничницима и ивицама обе платформе заваривањем и ојачавају конструкцију угловима. Осовине су уметнуте у лежајеве, а на средини је причвршћена ручка.
Дизалица је монтирана испод ивице водеће платформе и причвршћена је на базу помоћу вијчаног споја.
Склапање савијача цеви са ротационом платформом врши се следећим редоследом:
Три ваљкасте машине за ваљање
На овој машини цев је положена на ваљке са страна. Горњи покретни ваљак спушта се на производ одозго и на тај начин га фиксирајте. Затим окрените ручицу и кроз ланац проследите кретање према осовинама. Цев се протеже и мења геометрију.
Постепено повећавајући притисак затезањем стезног вијака и извлачењем обратка постижу савијање цеви под потребним углом.

Да би машина радила по овој шеми, потребно је припремити полицу и обликоване металне производе за рам, осовине, 4 јаке опруге, ланац, лежајеве, учвршћиваче и друге детаље. За постављање лежајева потребне су 3 осовине са параметрима који одговарају зупчаницима и лежајевима.
Две осовине су предвиђене за бочно постављање, а трећа (стезање) - за огибљење на опругама. Ови предмети ће се највероватније наручити у радионици, а остатак можете учинити властитим рукама.
Састав стезне осовине укључује лежајеве, зупчанике и прстенове. У прстеновима се резају навоји испод стезних вијака и израђују се утори. На полицама канала изводите седишта испод стезног вратила. У завршној фази конструкција се саставља почевши од уградње оквира.
Након тога се стезне осовине на опругама причвршћене на полицу помоћу прикључка за кључеве обустављају.Обострано су постављене потпорне осовине и између њих се повлачи ланац, користећи магнетни угао као држач.
На једном од њих, причвршћујући ручицу ротирајућом цевком, затим извршавају инсталацију дизалице. Причврстите га на платформу вијцима и заваривањем.
Приликом постављања осовине огибљења примећује се одређени редослед: прво, поставите га на полицу, на њега су заварене матице испод опруга, платформа је окренута и повезана с опругама. Треба напоменути да се с повећањем растојања између ваљака, сила која се врши за савијање смањује.
За састављање савијања цеви за ваљање требаће вам:
На нашој веб страници постоји још неколико чланака који детаљно описују опције кућних уређаја за савијање профилних цијеви, препоручујемо вам да прочитате:
- Како сами израдити савијач цеви за профилну цев: преглед најбољих домаћих производа
- Како направити савијач цеви сопственим рукама: примери најбољих домаћих производа
Како савити профилну цев на једноставан начин?
Најпримитивнији уређај за промену облика профилне цеви је употреба дрвеног шаблона. Може се користити у случају савијања танкослојних цеви израђених од челика или алуминијума. Да би направили такву импровизовану машину, узимају даске, на било који начин их причвршћују и изрезују шаблон.

Дебљина шаблона на месту контакта са цевом треба да буде већа од висине попречног пресека профилне цеви за неколико центиметара. Руб шаблона се изводи нагибом, јер у супротном цев може клизнути.
Дизајн је опремљен стопом и причвршћен на неку стабилну базу. Цев се поставља између равнине шаблона и граничника, а материјал почиње да се савија, почевши од ивице цеви. Ако започнете поступак савијања са центра, тада се цев са танким зидовима може спљоштити.
Можете убацити металну шипку у цев пречника једнаког проврта цеви, или можете једноставно узети део цеви и ставити га на коња обратка. У сваком случају, биће згодније.
Више детаља о савијању профилне цеви без посебне опреме прочитајте у тексту ове ствари.
По истом принципу праве се и снажније машине. У овом случају снага се ствара помоћу витла, а цев је учвршћена јача да се не разбије.
Закључци и корисни видео о овој теми
Основна правила за производњу машине за обраду обликованих цеви:
Машина за савијање цеви, близу фабричког дизајна:
Од свих могућности машина за обликовање ваљака треба одабрати дизајн који је најприкладнији за његову употребу. Понекад је најједноставнији механизам довољан да себи обезбедите потребну количину савијеног профила без икаквих посебних финансијских трошкова.
Да ли имате лично искуство у изградњи машине за савијање цеви? Можда можете пружити корисне информације о теми чланка и објавити фотографију направљеног уређаја? Молимо оставите коментаре, делите искуства, постављајте питања у доњем блоку.
 Како савити профилну цев властитим рукама без посебних алата
Како савити профилну цев властитим рукама без посебних алата  Учините самостално уградњу ХДПЕ цеви: упутства за заваривање + како савити или исправити такве цеви
Учините самостално уградњу ХДПЕ цеви: упутства за заваривање + како савити или исправити такве цеви  Направите занате од пропиленских цеви: направите сами домаће опције
Направите занате од пропиленских цеви: направите сами домаће опције  Како властитим рукама направити столицу од полипропиленских цеви: детаљна упутства за производњу
Како властитим рукама направити столицу од полипропиленских цеви: детаљна упутства за производњу  Инсталација бакарних цеви: технологија уградње бакрених цеви
Инсталација бакарних цеви: технологија уградње бакрених цеви  ДИИ технологија заваривања полипропиленских цеви: преглед метода и нијанси
ДИИ технологија заваривања полипропиленских цеви: преглед метода и нијанси  Колико кошта прикључење гаса на приватну кућу: цена организовања снабдевања гасом
Колико кошта прикључење гаса на приватну кућу: цена организовања снабдевања гасом  Најбоље веш машине за сушење веша: оцена модела и савети купаца
Најбоље веш машине за сушење веша: оцена модела и савети купаца  Која је температура боје светлости и нијансе избора температуре лампе према вашим потребама
Која је температура боје светлости и нијансе избора температуре лампе према вашим потребама  Замена гејзера у стану: замена папира + основне норме и захтеви
Замена гејзера у стану: замена папира + основне норме и захтеви {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}