Polietilen borular için kaynak makinesi: satın almak daha iyidir ve nasıl doğru kullanılır?

Polietilen borular hafif, kurulumu kolay ve nispeten ucuzdur. Bu tip iletişim kurmak için polietilen borular için bir kaynak makinesine ihtiyaç vardır. Ekipmanların doğru kullanımı ve iş teknolojisine uyum, uzun yıllar sürecek güvenilir, neredeyse monolitik bir bağlantı elde etmenizi sağlar.
Dayanıklı ve sıkı eklemlerin oluşumu için bir cihazın nasıl doğru seçileceği hakkında konuşacağız. Yazımızda, bir polietilen boru hattının kaynak bölümlerinin özellikleri ayrıntılı olarak açıklanmaktadır. Kendi başlarına çalışma yapmak isteyenler yararlı öneriler bulacaklar.
Polietilen kaynak yapılarının özellikleri
Polietilen boruların kullanışlı özelliklerinden biri de tasarım esnekliğidir. Kaynak, bu özelliği, tüm uzunluğu boyunca üniform özellikler sağlayan, otoyolun bireysel segmentlerinin kavşağında kaydetmenizi sağlar.
Bu tür borular hem hendek hem de kazısız döşemeana “kasa” olarak çelik veya fiberglas boru kullanılıyorsa.
Çoğu zaman, polietilen yapıları bağlamak için iki tür kaynak kullanılır: popo ve elektrofüzyon (ayrıca termistördür). Doğru ekipmanı seçmeden önce, kaynak teknolojisibağlantı yaparken gözlemlenmelidir.
Polietilen borularla çalışırken, yapıların uçları önce erime sıcaklığına ısıtılır, daha sonra bağlanır ve basınç altında sıkıştırılır. Kulağa basit geliyor, ancak pratikte kaliteli bir kaynak elde etmek için iyi profesyonel becerilere ihtiyacınız var.

Her aşamanın zamanını ve ısıtma ve bağlantısı sırasında çalışma yüzeyine uygulanacak çalışma basıncını doğru bir şekilde belirlemek gerekir. Çalışmaların -15 ... + 45 derece aralığındaki bir ortam sıcaklığında yapılması önerilir. Bu yöntem, duvar kalınlığı 4,5 mm'den az olan yapılar için uygun değildir.

Alın kaynağı iki uzman tarafından gerçekleştirilebilirken, ağır ekipmanlara ihtiyaç yoktur. Bu durumda bunların uygulanması için çalışma süresi ve enerji maliyetleri çok ılımlı olacaktır.
Daha ayrıntılı olarak, alın kaynağı için çalışma şeması aşağıdaki gibidir:
- Bağlantı noktalarındaki iletişim uçları, kirlenmeyi temizlemek ve çarpmaları ortadan kaldırmak için kesilmelidir.
- Bundan sonra, boruların uçları birincil çapak oluşturmak için bir kaynak makinesi kullanılarak ısıtılır.
- Polietilenin erime noktasına ulaşmak için bir süre ısıtmaya devam edilir.
- Şimdi kaynak makinesi çıkarılır ve boruların sıcak uçları düzgün bir şekilde bağlanır ve bitirme çapağını oluşturur.
- Yapının soğumasını beklemek ve kaynağın kalitesini kontrol etmek için kalır.
Özel bir alet kullanarak uçları düzeltmek için - elektrikli düzeltici. Bu cihaz, yapının eksenine kesinlikle dik kesmenizi sağlar.
Kırpma, kesme noktasında sürekli bir polietilen bant elde edilene kadar mikro tabakalar tarafından gerçekleştirilir. Isıtıcının boruların uçlarına maruz kalma sıcaklığı ve süresi, malzeme derecesi dikkate alınarak belirlenir.

Bu göstergelerin oranının ve çalışma yüzeyindeki basıncın maksimum doğrulukla korunması çok önemlidir. Kaliteli bir kaynak için belirleyici an budur.
Isıtma aşamasının sonunda, çalışma yüzeylerinin bütünlüğünü ihlal etmemek ve yanlışlıkla kontaminasyonu önlemek için cihazın ısıtıcısını çok hızlı ve aynı zamanda dikkatlice yan tarafa almak gerekir.
Uçları gerekli seviyeye kadar ısıtırken HDPE borular yüzeyleri ısıtırken aynı basıncı sağlamak gerekir. Kaynak soğutması da çok dikkatli yapılmalıdır. Bağlı borular ısıtılmış polietilen yerleşene kadar çıkarılmamalıdır.

Tüm işlemler doğru şekilde yapılırsa, elemanların birleşiminde düzgün, simetrik bir yaka oluşur. Dikiş düzensiz veya dağınık görünüyorsa, kaynak işlemi sırasında ciddi kusurlar yapıldığı anlamına gelir. Böyle bir bileşiğin gücü çok şüpheli olacaktır.

İnce duvarlı boruların (4 mm'den az) bağlanması gerekiyorsa, termistör kaynağı olarak da adlandırılan elektrofüzyon kaynağına tercih edilmesi önerilir. Bu seçenek aynı zamanda yüksek kaliteli bir bağlantı oluşturmanıza izin verirken, iş yapma işlemi popo yöntemini kullanmaktan daha kolaydır.
Bu tür bir kaynak yapmak için aşağıdaki adımlar gerçekleştirilmelidir:
- Kontaminasyondan temizlemek için, uçların yüzeyini ve borunun kaplin altında olacak kısmını, iyi bir kenar boşluğu ile temizleyin.
- Çalışma yüzeylerini yağdan arındırın.
- Oksit tabakasını çıkarın.
- Bağlantıyı çalışma yüzeylerine takın.
- Tasarımı ortalayın.
- Eklemin ısınmasını ve kaynağını yapın.
- Kaynak noktası tamamen soğuyana kadar bekleyin.
En küçük kirleticilerin bile varlığı bağlantının kalitesini önemli ölçüde etkileyebileceğinden, tüm hazırlık çalışmaları büyük bir dikkatle yapılmalıdır. Oksit tabakasını çıkardıktan sonra yanlışlıkla yabancı maddeler yüzeye düşerse, temizlik tekrarlanmalıdır.
Soğutma işlemi, popo yöntemini kullanırken aynı gerekliliklere sahiptir. Bu süre zarfında borunun pozisyonundaki herhangi bir değişiklik kaynak için ölümcül olabilir. Elektrofüzyon kaynağı, imalatta metal ısıtma spirallerinin döşendiği bağlantı parçaları kullanılarak gerçekleştirilir.
İşlemi başlatmak için bağlantı parçasını bağlantıya monte etmeli ve ısıtmayı gerçekleştirecek kaynak makinesine takmalısınız.Kaynak işlemi sırasında bağlantı malzemesi genişler, gerekli basınç ve yeterli sızdırmazlık sağlanır. Çalışmanın sonunda güç bağlantısı kesilir ve bağlantı parçası birleşme yerinde kalır.
Başka ilginç polietilen boru kaynak yöntemi - soket. Bu, yukarıda açıklanan teknolojilerin aksine, yalnızca dahili iletişim kurmak için kullanılabilecek en az popüler seçenektir. Aynı zamanda, teknik olarak polipropilenden lehimleme borularına çok benzeyen oldukça basit bir yöntemdir.

Boru hattının düzeninin karmaşık, eğimli ve dönüşlü olarak doldurulduğu odalarda soket kaynağı önerilebilir. Bu tip işlemleri gerçekleştirmek için, polipropilen yapılarda olduğu gibi hemen hemen aynı havya kullanılır ve ekipman ayarları çok farklı değildir.
Polietilen nasıl pişirilir?
Polietilenden yapılmış kaynak yapılarının özellikleri hakkında bilgiye dayanarak, uygun ekipmanı seçerken dikkat edilmesi gereken ana noktaları belirleyebilirsiniz:
- boru özellikleri: polietilen derecesi, çapı, duvar kalınlığı, vb.
- boru hattının konfigürasyonunun özellikleri;
- boru döşenme yeri (iç veya dış mekan);
- kabul edilebilir proses otomasyonu derecesi;
- uygun kaynak teknolojisi vb.
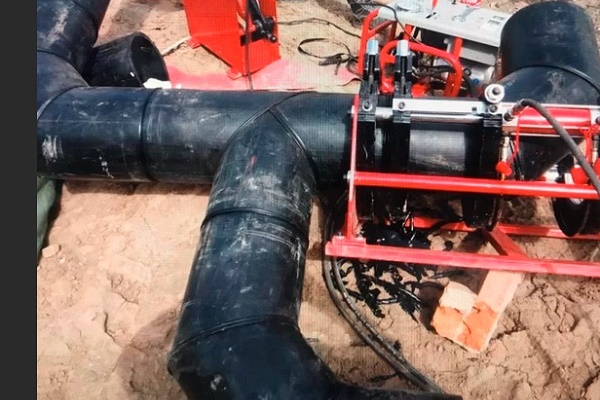
Alın borularının kaynağı için özel ekipman kullanın.
Ustaların emrinde manuel, otomatik ve yarı otomatik modda kaynak yapabileceğiniz cihazlar vardır. Elde taşınan bir cihazın çalışmasında ustalaşmanın en kolay yolu, ancak sadece küçük çaplı borular için tasarlanmıştır.

Parametrelerin tablolardan belirlenmesi gerekir. El tipi ekipmanlarda kaynak doğruluğu her zaman bu tip ünitelerle başarılı bir şekilde çalışacak kadar yüksek değildir, biraz deneyim gerekir. Yarı otomatik cihazlar çok daha uygundur, hidroliklerle donatılmıştır: manipülasyonu büyük ölçüde basitleştiren bir istasyon ve bir merkezleyici.

Bu cihazlar, manuel ekipmanla çalışırkenkinden daha büyük çaplı boruları bağlamak için kullanılır. Cihaz elemanlarının hareketi hidrolik cihazlar kullanılarak otomatik olmasına rağmen, kaynak parametrelerinin yine de tablolara göre ayarlanması gerekir.

Burada işlem tamamen bilgisayar işlemcisi tarafından kontrol edilir. Sihirbazın yalnızca gerekli parametreleri, örneğin borunun yapıldığı malzeme, yapının çapı, SDR vb.
Tabloları kullanırken, kaynakçılar aşağıdaki kavramlarla çalışır:
- boru et kalınlığı;
- ısıtıcı çalışma sıcaklığı;
- yapının çapı;
- ısıtma süresini bitirmek;
- çapak boyutu;
- kaynak ve ön ısıtma basıncı;
- ısıtma ve yeniden ayarlama süresi;
- yapının yerleşim aşamasında baskı yaratma zamanı;
- soğuma süresi.
Isıtıcının sıcaklığı esas olarak boruların yapıldığı malzemenin özelliklerine bağlıdır. Bu parametreyi belirlemek için sadece tablolar değil, grafikler de kullanılır.
Yüksek kalite, İsviçreli üretici “Georg Fischer” in alın kaynağı ekipmanından farklıdır. Çeşitler, Avrupa kalitesi ve haklı olarak yüksek fiyat ile karakterize çok çeşitlidir. KL Hattı ve Kaynak Hattı cetvel modelleri nispeten ucuzdur.
630 mm veya daha küçük çaplı tasarımlar pişirmenize izin verir, ünitenin daha fazla güvenilirliğini sağlayan basitleştirilmiş bir tasarımla karakterize edilir. Su boruları ve kanalizasyonların montajı için uygundur. ve basınç.
Aynı üreticinin GF Line kaynak makineleri daha karmaşık bir cihaza sahiptir ve daha pahalıdır. Bunlar SUVI teknolojisi kullanan otomatik cihazlardır. Bu tür üniteler genellikle gaz boru hatları döşenirken kullanılır, 160-1200 mm çapında borularla çalışmak için uygundur.
Elektrofüzyon kaynağı için, işlemi değişen derecelerde otomatikleştiren cihazlar da kullanılabilir. Kaynak kalitesi sadece aparat tipine değil, aynı zamanda performans kalitesine ve çalışma koşullarına da bağlıdır.
Profesyonel boru katmanları iş birimleri kullanmayı tercih eder. Boru üreticisi tarafından sağlanan barkodu tarayan bir tarayıcı ile donatılmıştır.

Bu malzemenin özellikleri hakkında eksiksiz bir bilgi bloğunu şifreler. Taramadan sonra, gerekli tüm ayarlar yapılacaktır. Borular temiz ve hazırsa, lehimlemeye hemen başlayabilirsiniz. Elektrofüzyon kaynağı için iyi cihazlar sadece kaynak işinin her aşamasını kontrol etmekle kalmaz, aynı zamanda bir hata durumunda uyarı verir.
Cihaz tipini seçerken, kaynak ekipmanının aşağıdaki özelliği dikkate alınmalıdır. Termistör cihazları, hemen hemen her çaptaki boru ile çalışmak için uygundur, çünkü ısıtma uygun boyutta bir bağlantı yoluyla gerçekleştirilir. Ancak alın kaynağı için cihazların yapının belirli bir çapı için alınması gerekir.

Kaynak için termistör cihazları, ek olarak, alın kaynağı analoglarına kıyasla çok makul bir fiyata sahiptir. Ancak, kullanıldıklarında, elektro-bağlantıların ayrı olarak ödemek zorunda kalacağı unutulmamalıdır. Küçük çaplı borular için kaplinler çok pahalı değildir, ancak büyük yapılarla çalışırken fiyat farkı fark edilebilir hale gelebilir.
Gerçek şu ki, küçük çaplı (110 mm ve daha az) polietilen borular bölmelere teslim edilir. Bu şekilde 200 metreye kadar kesintisiz ve esnek iletişim elde edilebilir.
Böyle bir tasarımın montajı için minimum sayıda konektör gerekecektir. Ancak, 110 mm'den daha büyük bir çapa sahip borular söz konusu olduğunda, alıcıya bölmeler değil, sadece 12 mm veya daha az uzunlukta parçalar verilir.

Açıkçası, böyle bir boru hattının montajı için, birçok 12 metrelik bölümü bağlamak için önemli sayıda elektrik bağlantısına ihtiyaç duyulacaktır. Elektrofüzyon kaynak ekipmanı kompakt boyuttadır.
İşin sıkışık koşullarda yapılması gerekiyorsa, bu seçenek mümkün olan tek seçenek olabilir. Elektrofüzyon kaynağı kullanan yapıların minimum çapı da 20 mm'den başlayan hemen hemen her şey olabilir.
Böyle bir ihtiyaç ortaya çıkarsa boru hattını onarma olasılığına da dikkat edilmelidir. Yer iminin yapıldığı sitenin jeolojik özellikleri bile alakalı kanalizasyon boru hattı veya su hatları. Örneğin, sismik olarak tehlikeli bölgelerde, alın kaynağı kabul edilemez, termistör yöntemi kullanım için zorunludur.
Kaynak ekipmanını seçerken, garanti yükümlülüklerinin mevcudiyeti, satış sonrası servise erişim, cihazın düzenli olarak belgelenmesi olasılığı gibi konulara dikkat etmelisiniz. Güvenilir bir satıcının genellikle yurt dışında üretilen ekipman için izinleri olmalıdır.
Konu hakkında sonuçlar ve faydalı video
Kaynak makinelerini seçmek için karşılaştırma ve kullanışlı ipuçları:
Bu video, pp borular için bir kaynakçı kendi ellerinizle montaj işlemini adım adım göstermektedir:
Polietilenden yapılmış borular için uygun bir kaynak makinesi seçmek o kadar da zor değildir. Kabul edilebilir bir fiyat kategorisinde tanınmış üreticilerin ürünlerini tercih etmek daha iyidir. Kaynak teknolojisine tam olarak bağlı kalınarak güvenilir bir bağlantı elde edilebilir.
Evde veya ülkede bir polimer boru hattını monte etmek için bir kaynak makinesini nasıl seçtiğinizi bize bildirin. Seçiminizi belirleyen argümanları paylaşın. Lütfen aşağıdaki blokta yorum bırakın, makalenin konusuna bir fotoğraf gönderin, sorular sorun.
 Polietilen boruların alın kaynağı nasıl yapılır: iş hakkında brifing
Polietilen boruların alın kaynağı nasıl yapılır: iş hakkında brifing  Polipropilen boruların lehimleme sıcaklığı: kendiliğinden kaynağın ana aşamaları + değerler tablosu
Polipropilen boruların lehimleme sıcaklığı: kendiliğinden kaynağın ana aşamaları + değerler tablosu  Bakır boruları lehimlemek için gaz brülörü: ana brülör tipleri + potansiyel alıcılar için ipuçları
Bakır boruları lehimlemek için gaz brülörü: ana brülör tipleri + potansiyel alıcılar için ipuçları  Yeni başlayanlar için elektrik kaynağı: kaynak nüansları ve temel hataların analizi
Yeni başlayanlar için elektrik kaynağı: kaynak nüansları ve temel hataların analizi  Elektrikli kaynak ile dikey ve yatay dikişler nasıl pişirilir: adım adım talimatlar
Elektrikli kaynak ile dikey ve yatay dikişler nasıl pişirilir: adım adım talimatlar  Gazın özel bir eve bağlanması ne kadara mal olur: gaz arzını organize etmenin fiyatı
Gazın özel bir eve bağlanması ne kadara mal olur: gaz arzını organize etmenin fiyatı  Kurutmalı en iyi çamaşır makineleri: model derecesi ve müşteri ipuçları
Kurutmalı en iyi çamaşır makineleri: model derecesi ve müşteri ipuçları  Işığın renk sıcaklığı ve ihtiyaçlarınıza göre lambaların sıcaklığını seçme nüansları nedir
Işığın renk sıcaklığı ve ihtiyaçlarınıza göre lambaların sıcaklığını seçme nüansları nedir  Bir dairede gayzer değiştirilmesi: yedek evraklar + temel normlar ve gereksinimler
Bir dairede gayzer değiştirilmesi: yedek evraklar + temel normlar ve gereksinimler {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Protva PE boruların kaynak makinesi hakkında bir şeyler söyleyebilir misiniz? Şüpheyle az para teklif ettiler. Almak isteyip istemediğimden şüpheliyim.