Máy uốn ống hồ sơ: cách chế tạo máy uốn ống bằng tay của chính bạn

Trong các hộ gia đình, máy uốn ống hồ sơ không được sử dụng thường xuyên để mua các thiết bị sản xuất tại nhà máy đắt tiền.
Khi có nhu cầu như vậy, một máy uốn ống đơn giản có thể được thực hiện một cách riêng tư, trước đó đã quyết định loại thiết kế này phù hợp cho nhiệm vụ.
Trong bài viết này, các loại máy móc cho ống uốn được phân tích chi tiết, các nguyên tắc hoạt động và phương pháp xây dựng của chúng được mô tả.
Nội dung của bài viết:
Các loại máy uốn ống hồ sơ
Có nhiều sửa đổi của thiết bị để thay đổi cấu hình của ống hồ sơ. Điều này là do bán kính uốn tối thiểu. Nếu tham số quan trọng này bị bỏ qua, một sự thay đổi trong các đặc tính cường độ của vật liệu cho điều tồi tệ hơn xảy ra tại vị trí uốn cong. Bạn cũng cần biết một số tinh tế công nghệ. uốn ống kim loại và đưa chúng vào tài khoản trong quá trình làm việc.
Khi chọn một thiết kế có tính đến vật liệu của phôi, đường kính, độ dày của tường.
Phân loại máy uốn theo loại ổ đĩa
Tùy thuộc vào loại ổ đĩa, máy được thiết kế để uốn bất kỳ đường ống nào là thủ công, cơ điện và thủy lực.
Chế ngự. Đây là những cơ chế cực kỳ đơn giản có sẵn cho sản xuất độc lập ngay cả với một người không dành riêng cho những rắc rối khi làm việc với kim loại.

Cơ điện. Một cỗ máy như vậy có một ổ đĩa dưới dạng một động cơ điện - một bước hoặc thông thường, được kết nối thông qua một bánh răng thấp hơn. Giải pháp thứ hai cung cấp uốn chất lượng cao do phân phối ứng suất thích hợp.
Thiết bị này không dễ sản xuất, nó đòi hỏi kiến thức đặc biệt và ít nhất là một chút chuyên nghiệp.

Thủy lực. Các ổ đĩa trong mô hình này là thủ công. Không giống như một cấu trúc thủ công đơn giản, một xi lanh thủy lực được bao gồm trong mạch, làm giảm đáng kể nỗ lực cơ bắp được áp dụng trong quá trình uốn.
Con lăn cho cơ hội uốn cong một ống hồ sơ theo bất kỳ hướng cần thiết. Các đặc quyền thủ công với thủy lực với trọng lượng nhỏ của nó có thể uốn cong các loại ống rộng đến 10 cm.

Các loại máy uốn theo phương pháp lắp đặt
Có một bộ phận uốn cong hồ sơ và tùy thuộc vào phương pháp cài đặt. Phân biệt giữa thiết bị cố định, di động và thiết bị đeo. Máy văn phòng phẩm có thể ở dạng một tấm bê tông đơn giản với thanh, hoặc thiết bị rắn.
Máy uốn ống cầm tay nhỏ gọn có giá đỡ, nhưng kiểu máy đeo không có giá đỡ, nó được chọn mỗi khi bạn sử dụng thiết bị.
Phân loại máy theo phương pháp uốn
Thiết kế của máy uốn hồ sơ và hiệu suất của nó sẽ phụ thuộc vào phương pháp uốn. Có 3 phương pháp uốn chính. Đầu tiên là đùn, khi hình dạng của ống hồ sơ được thay đổi bằng cách sử dụng một con lăn biến dạng hoạt động như một cú đấm. Ma trận trong trường hợp này là vắng mặt.
Để thực hiện thao tác, cần có 2 hỗ trợ mạnh từ các phía đối diện của khúc cua, cũng đóng vai trò là ma trận. Vì hỗ trợ như vậy sử dụng giày xoay hoặc con lăn.
Vì lực tăng dần và liên tục có hướng vuông góc với đường ống, nên phương pháp này giúp có được kết quả cuối cùng tốt. Chúng tôi áp dụng phương pháp chỉ cho công việc trong một khối lượng nhỏ.
Thứ hai là bức xúc. Để có được một uốn cong, nguyên tắc của một cái ghế dài được sử dụng - một đoạn ống được đặt giữa khuôn và cú đấm.
Các cấu hình sau này, để có được uốn chất lượng cao, phải lặp lại chính xác hình dạng của bộ phận. Và cũng trong tính toán, cần phải tính đến biến dạng dư của kim loại. Ở nhà, phương pháp này được áp dụng khi không yêu cầu độ chính xác cao.

Cách thứ ba - cán - một phương pháp phổ biến được sử dụng để uốn cả ống có thành mỏng và thành dày. Uốn có được bằng cách kéo phôi giữa các con lăn - một vòng quay và hai giá đỡ.
Ngoài các cách trên, uốn ống cũng có thể được thực hiện bằng các phương pháp sau:
Bất kể thiết kế được chọn, trong sản xuất độc lập của một máy cho ống uốn, cần phải tính đến các khuyến nghị của các chuyên gia. Khi chọn vật liệu cho giường, cần phải tiến hành từ thực tế là độ dày của kim loại nên có ít nhất 1/6 chiều rộng của ống định hình.
Vì vậy, nếu bạn phải uốn ống có tiết diện với hình chữ nhật có thông số 50 x 25 mm, để tránh biến dạng của giường trong quá trình uốn, bạn cần lấy một kênh hoặc một góc có độ dày ít nhất 10 mm. Các tấm cơ sở và cú đấm với một khuôn nên dày hơn 2 lần.
Đường kính tối ưu của các con lăn là tối thiểu của ba kích thước phần. Giá của kênh và góc lấy để sản xuất khung phải tương ứng gấp 2 và 3 lần chiều rộng của ống. Nếu bạn phải làm việc trên các đường ống uốn cong có tiết diện hình chữ nhật 50 x 25 mm, bạn cần một kênh 100 x 10 hoặc một góc 150 x 10.
Chúng tôi làm cho một ống uốn thủy lực
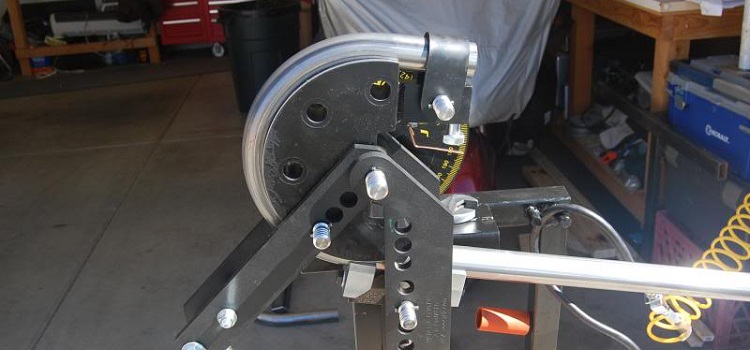
Hãy xem xét một công cụ máy thủy lực, trong đó xảy ra uốn cong do đường ống trung tâm bị đẩy qua trung tâm với một cú đấm cố định trên một thanh tăng. Là kết quả của sự tiếp xúc gần gũi của phôi, nằm trên hai con lăn đứng yên, với một cú đấm có thể di chuyển, cái sau có hình dạng của nó.

Để đánh dấu bề mặt làm việc, một trục dọc được đặt và ở khoảng cách chỉ ra trên bản vẽ từ cạnh và trục, vị trí của các lỗ dưới được ghi chú. Sau đó đánh dấu vị trí của các lỗ trên, lùi lại khoảng cách mong muốn từ cạnh. Chúng kết nối một đường thẳng với tâm của các lỗ này và đặt các đoạn bằng nhau trên đó.
Các trục của các lỗ trung gian sẽ nằm ở giao điểm của các dấu được tạo với trục nghiêng. Các lỗ trên bề mặt làm việc là cần thiết để kiểm soát bán kính uốn của phôi hồ sơ. Vì bề mặt làm việc bao gồm hai phần được nhân đôi, phần thứ hai được đánh dấu theo cùng một cách.
Chiều cao của máy được xác định bởi các thông số của kích và khoảng cách được chỉ ra trong bản vẽ bằng ký hiệu "a". Để uốn ống hồ sơ có chiều rộng 15 mm, khoảng cách này trong trạng thái không hoạt động của kích phải xấp xỉ bằng 20 mm.
Trong thiết kế này, lực truyền bởi cú đấm được tập trung ở phần trên của nó. Kết quả của hiệu ứng này, bán kính bên ngoài của đường ống trải qua căng thẳng, có thể gây ra sự mỏng của tường, và trong một số trường hợp, vỡ. Do đó, máy này không được khuyến cáo sử dụng cho biến dạng của phôi có thành mỏng.
Máy uốn ống DIY
Trên các thiết bị như vậy, phôi có hình dạng nhất định bằng cách lăn. Trong một hội thảo tại nhà, nó dễ dàng hơn để tạo ra một cấu trúc 3 con lăn với một ổ đĩa thủ công. Hãy xem xét hai lựa chọn cho các máy như vậy.
Tùy chọn nền tảng quay
Nguyên lý xây dựng một máy như vậy cho các ống uốn có tiết diện khác với hình tròn như sau:
- Giường chính được kết nối thông qua khớp nối với một nền tảng quay, đặt góc uốn cong.
- Nền tảng được điều khiển bởi một jack nằm trên nó bởi thanh làm việc.
- Việc chuốt hồ sơ được thực hiện bằng cách xoay tay cầm nằm trên trục trung gian.
Để sản xuất đế và giá đỡ máy, một kênh có chiều cao thành từ 150 đến 200 mm với khoảng 3 m là bắt buộc. Một ống thép có đường kính trong bằng với đường kính ngoài của vòng bi, được chia thành 6 đoạn ngắn, phù hợp làm vòng bi cho vòng bi, đế của con lăn.

Từ kênh, cơ sở và hai nền tảng được thực hiện. Đã khởi hành từ một phía khoảng 0,5 m, một giá đỡ thẳng đứng được hàn từ cùng một kênh. Để làm điều này, hai phân đoạn được ghép nối để làm cho chỗ đứng vững chắc.
Quan sát nghiêm ngặt vị trí nằm ngang, họ lắp một bục đứng yên và giá đỡ phía sau được hàn với nó. Tiếp theo, họ lấy một phần của ống hồ sơ và tăng các bộ giới hạn với chiều cao không nhỏ hơn độ dày của ống hồ sơ, biến dạng được cho là được thực hiện trên máy được sản xuất.
Nền tảng hướng dẫn được kết nối với khung chính bằng bản lề cửa. Vòng bi được gắn trên các điểm dừng và cạnh mở rộng của cả hai nền tảng bằng cách hàn và gia cố cấu trúc với các góc. Các trục được chèn vào vòng bi, và một tay cầm được gắn vào giữa.
Một jack được gắn dưới rìa của nền tảng hướng dẫn và được cố định vào đế bằng kết nối bắt vít.
Việc lắp ráp máy uốn ống với bệ quay được thực hiện theo trình tự sau:
Ba máy cán
Trên máy này, đường ống được đặt trên các con lăn nằm ở hai bên. Con lăn di chuyển phía trên được hạ xuống sản phẩm từ phía trên và bằng cách này sửa nó. Tiếp theo, xoay tay cầm và thông qua chuỗi truyền chuyển động đến các trục. Các ống kéo dài và thay đổi hình học của nó.
Dần dần tăng áp lực bằng cách siết bu lông kẹp và kéo phôi, chúng đạt được độ uốn của ống ở góc yêu cầu.

Để làm cho một máy hoạt động theo sơ đồ này, cần phải chuẩn bị một kệ và các sản phẩm kim loại có hình dạng cho khung, trục, 4 lò xo mạnh, dây chuyền, vòng bi, ốc vít và các chi tiết khác. Để lắp vòng bi, cần phải có 3 trục với các thông số tương ứng với trục quay và vòng bi.
Hai trục được thiết kế cho vị trí bên và thứ ba (kẹp) - cho hệ thống treo trên lò xo. Những mặt hàng này rất có thể sẽ phải được đặt hàng trong hội thảo, và phần còn lại có thể được thực hiện bằng tay của chính bạn.
Thành phần của trục kẹp bao gồm vòng bi, bánh răng và vòng. Trong các vòng, ren dưới bu lông kẹp được cắt và các rãnh được thực hiện. Trong các kệ của kênh thực hiện chỗ ngồi dưới trục kẹp. Ở giai đoạn cuối, cấu trúc được lắp ráp bắt đầu bằng việc cài đặt khung.
Sau đó, trục kẹp trên các lò xo được gắn vào giá bằng cách kết nối phím bị treo.Các trục hỗ trợ được lắp đặt ở hai bên và một chuỗi được kéo giữa chúng, sử dụng một góc từ tính làm giá đỡ.
Trên một trong số chúng, cố định tay cầm bằng một ống xoay, sau đó chúng thực hiện việc lắp đặt jack. Gắn nó vào nền tảng với bu lông và hàn.
Khi lắp đặt trục treo, một trình tự nhất định được quan sát: đầu tiên, cài đặt nó trên giá, các đai ốc dưới lò xo được hàn với nó, nền tảng được lật và kết nối với lò xo. Cần lưu ý rằng với khoảng cách ngày càng tăng giữa các con lăn, các lực tác động để giảm uốn.
Để lắp ráp máy uốn ống, bạn sẽ cần:
Trên trang web của chúng tôi có một số bài viết mô tả chi tiết các tùy chọn cho các thiết bị sản xuất tại nhà để uốn ống hồ sơ, chúng tôi khuyên bạn nên đọc:
- Cách tự xây dựng máy uốn ống cho ống hồ sơ của bạn: tổng quan về các sản phẩm tự chế tốt nhất
- Cách làm ống uốn bằng tay của chính bạn: ví dụ về các sản phẩm tự chế tốt nhất
Làm thế nào để uốn cong một đường ống hồ sơ một cách đơn giản?
Thiết bị nguyên thủy nhất để thay đổi hình dạng của ống hồ sơ là sử dụng mẫu gỗ. Nó có thể được sử dụng trong trường hợp uốn cong các ống có thành mỏng làm bằng thép hoặc nhôm. Để tạo ra một cỗ máy ngẫu hứng như vậy, họ lấy các tấm ván, gắn chặt chúng lại với nhau bằng mọi cách và cắt ra mẫu.

Tại điểm tiếp xúc với đường ống, độ dày của mẫu phải lớn hơn chiều cao mặt cắt ngang của ống hồ sơ bằng vài cm. Các cạnh của mẫu được thực hiện với độ dốc, nếu không đường ống có thể trượt.
Thiết kế được trang bị một điểm dừng và gắn liền với một số cơ sở ổn định. Ống được đặt giữa mặt phẳng của mẫu và điểm dừng và vật liệu bắt đầu uốn cong, bắt đầu từ mép ống. Nếu bạn bắt đầu quá trình uốn từ trung tâm, thì ống có thành mỏng có thể làm phẳng.
Bạn có thể chèn một thanh kim loại vào đường ống có đường kính bằng với lỗ của ống, hoặc đơn giản là bạn có thể lấy một đoạn ống và đặt nó lên phôi gia công. Trong mọi trường hợp, nó sẽ thuận tiện hơn.
Để biết thêm chi tiết về cách uốn ống hồ sơ mà không cần thiết bị đặc biệt, hãy đọc những thứ này.
Theo cùng một nguyên tắc, máy móc mạnh hơn được thực hiện. Trong trường hợp này, lực được tạo ra bằng tời và ống được cố định mạnh hơn để nó không bị vỡ.
Kết luận và video hữu ích về chủ đề này
Các quy tắc cơ bản để sản xuất máy xử lý ống có hình dạng:
Máy uốn ống, gần với thiết kế nhà máy:
Trong tất cả các tùy chọn cho máy tạo hình cuộn, nên chọn thiết kế phù hợp nhất cho mục đích sử dụng của nó. Đôi khi cơ chế đơn giản nhất là đủ để cung cấp cho bạn số lượng hồ sơ uốn cong cần thiết mà không có bất kỳ chi phí tài chính đặc biệt nào.
Bạn có kinh nghiệm cá nhân xây dựng một máy uốn ống? Có lẽ bạn có thể cung cấp thông tin hữu ích về chủ đề của bài viết và đăng một bức ảnh của thiết bị được thực hiện? Hãy để lại ý kiến, chia sẻ kinh nghiệm, đặt câu hỏi trong khối bên dưới.
 Cách uốn ống hồ sơ bằng tay của chính bạn mà không cần dụng cụ đặc biệt
Cách uốn ống hồ sơ bằng tay của chính bạn mà không cần dụng cụ đặc biệt  Tự lắp đặt ống nhựa HDPE: hướng dẫn hàn + cách uốn hoặc làm thẳng ống như vậy
Tự lắp đặt ống nhựa HDPE: hướng dẫn hàn + cách uốn hoặc làm thẳng ống như vậy  Đồ thủ công DIY từ ống propylene: tùy chọn tự làm
Đồ thủ công DIY từ ống propylene: tùy chọn tự làm  Cách làm ghế từ ống polypropylen bằng tay của chính bạn: hướng dẫn từng bước cho sản xuất
Cách làm ghế từ ống polypropylen bằng tay của chính bạn: hướng dẫn từng bước cho sản xuất  Lắp đặt ống đồng DIY: công nghệ lắp đặt ống đồng
Lắp đặt ống đồng DIY: công nghệ lắp đặt ống đồng  Công nghệ hàn DIY cho ống polypropylen: tổng quan về phương pháp và sắc thái
Công nghệ hàn DIY cho ống polypropylen: tổng quan về phương pháp và sắc thái  Chi phí bao nhiêu để kết nối gas với nhà riêng: giá tổ chức cung cấp gas
Chi phí bao nhiêu để kết nối gas với nhà riêng: giá tổ chức cung cấp gas  Các máy giặt tốt nhất với máy sấy: đánh giá mô hình và lời khuyên của khách hàng
Các máy giặt tốt nhất với máy sấy: đánh giá mô hình và lời khuyên của khách hàng  Nhiệt độ màu của ánh sáng là gì và sắc thái của việc chọn nhiệt độ của đèn phù hợp với nhu cầu của bạn
Nhiệt độ màu của ánh sáng là gì và sắc thái của việc chọn nhiệt độ của đèn phù hợp với nhu cầu của bạn  Thay thế một mạch nước phun trong căn hộ: giấy tờ thay thế + các chỉ tiêu và yêu cầu cơ bản
Thay thế một mạch nước phun trong căn hộ: giấy tờ thay thế + các chỉ tiêu và yêu cầu cơ bản {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}