Làm thế nào ống kim loại bị uốn cong: sự tinh tế công nghệ của hiệu suất làm việc

Ống uốn cong ở một góc đã tìm thấy ứng dụng trong ngành công nghiệp dầu và hóa chất, kỹ thuật máy móc và thiết bị. Không một dự án kiến trúc hoặc xây dựng nào được hoàn thành mà không có chúng.
Tất cả các loại phụ kiện có thể được sử dụng cho lượt, nhưng sau đó rò rỉ có thể xảy ra, và đôi khi điều này chỉ đơn giản là không thể chấp nhận được vì lý do thẩm mỹ. Uốn ống cung cấp một diện mạo hấp dẫn hơn và độ tin cậy cao - một quá trình không vi phạm tính toàn vẹn của chúng.
Chúng tôi sẽ cho bạn biết cách tốt nhất để uốn ống kim loại bằng cả công nghệ lạnh và nóng. Bài báo chúng tôi trình bày mô tả các chi tiết cụ thể của ống uốn được làm bằng các vật liệu khác nhau. Các tính năng làm việc với hồ sơ và ống tròn thông thường được đưa ra.
Nội dung của bài viết:
Đặc điểm của quá trình uốn
Mỗi kim loại có những đặc điểm riêng, nếu không có sự xem xét của chúng, không thể tạo ra hình dạng phức tạp cho kim loại cán. Một ống uốn bị ảnh hưởng bởi các lực hướng tâm và tiếp tuyến.
Cái trước làm biến dạng phần, và cái sau góp phần vào sự xuất hiện của nếp gấp. Yêu cầu chính cho kết quả cuối cùng là tiết diện ống phải không thay đổi và không được có các nếp gấp trên tường. Uốn cho phép bạn giảm thiểu số lượng mối hàn khi đặt đường ống với tất cả các loại uốn cong.
Phương pháp uốn ống
Dựa trên góc uốn, vật liệu và đường kính của ống, yêu cầu uốn có thể được thực hiện bằng tay hoặc sử dụng thiết bị đặc biệt. Ngoài ra còn có sự phân biệt giữa uốn nóng và lạnh, với việc lấp đầy khoang ống và không làm đầy nó.

Sau khi chấm dứt tải, một hiện tượng như lò xo xảy ra, tỷ lệ thuận với mô đun đàn hồi của vật liệu. Độ lớn của biến dạng có thể cũng phụ thuộc vào phương pháp uốn được áp dụng và hình dạng của vật thể.
Cụ thể công nghệ nóng
Phương pháp này được chọn khi cần phải uốn ống có đường kính từ 10 cm trở lên. Làm biến dạng ống theo cách nóng, bằng tay hoặc sử dụng các cơ chế. Có một thứ như bán kính uốn tối thiểu.
Chiều dài của khu vực của ống, phải được làm nóng, được xác định dựa trên đường kính của ống và góc uốn. Hơn nữa, làm tròn không thể nhỏ hơn đường kính của ống lần 3.
Tìm chiều dài của vùng được gia nhiệt theo công thức:
L = α x d / 15
Trong công thức: L là chiều dài mong muốn tính bằng mm, α là góc uốn tính theo độ, d là đường kính của ống ngoài tính bằng mm, 15 là hệ số. Giả sử một đường ống có đường kính 200 mm cần được uốn cong ở góc 60 °, thì L = 60 x 200/15 = 800 mm, tức là 4 đường kính.

Để uốn ống, nó phải được làm nóng đến 900⁰. Nhiệt độ tối ưu để bắt đầu uốn cong là 760⁰ và ở cuối - 720⁰C. Khi bị đốt cháy, các đặc tính cường độ của vật liệu xấu đi.
Quá trình uốn nóng bao gồm một số thao tác:
- làm mẫu;
- đóng gói cát;
- đánh dấu cốt truyện;
- sưởi ấm;
- uốn cong.
Để không làm biến dạng phần ống và trên phần bên trong của nó ở nơi uốn cong, đồ ngọt không hình thành, không gian bên trong được lấp đầy bằng cát thạch anh.
Cát được sấy sơ bộ và nung để loại bỏ tạp chất hữu cơ ở nhiệt độ 150 đến 500⁰, sau đó chúng được đưa qua một cái sàng mịn với kích thước mắt lưới 3,3 x 3,3 mm. Trước khi bạn bắt đầu nhồi ống, bạn cần cắm một đầu của ống.
Là phích cắm, phích cắm bằng gỗ hoặc kim loại được sử dụng có lỗ mở để thoát khí. Cát mịn và ướt không thể được sử dụng, như đầu tiên được thiêu kết và bám chắc vào thành của các đường ống trong quá trình tác động nhiệt.
Thứ hai, là kết quả của sự hình thành hơi nước, góp phần vào sự xuất hiện của áp suất bên trong cao, có thể làm cho nút chai bay ra.Sự hiện diện của sỏi trong bao bì là không thể chấp nhận được, chúng có thể đẩy qua thành ống.
Quá trình nhồi ống rất tốn thời gian, vì vậy nó được vận chuyển đến tháp và đặt nó ở vị trí hơi nghiêng hoặc thẳng đứng. Vì chất lượng của uốn cong phụ thuộc trực tiếp vào con dấu đóng gói, đường ống liên tục được khai thác trong suốt quá trình. Một âm thanh bị bóp nghẹt cho thấy điền tốt vào phôi.
Trước khi tiếp tục trực tiếp đến hoạt động chính, các phần của các khúc cua trong tương lai được vẽ trên một đường ống đầy cát, đính kèm một mẫu. Ống nước nóng trong lò hoặc lò. Họ uốn cong cả bằng tay và cơ học.
Trong trường hợp thứ hai, các tấm đặc biệt được sử dụng, được trang bị các trụ đẩy, với sự trợ giúp trong đó phần ống được làm nóng được cố định và với các kẹp phục vụ để giữ đầu ống trên tấm. Một dây cáp được đặt ở đầu đối diện của đường ống, sức căng của nó với sự trợ giúp của tời hoặc chóp làm cho đường ống bị uốn cong.
Để ngăn các thành ống không bị biến dạng, các miếng đệm được đặt trong không gian ống rack - thẳng hoặc cong. Đầu miễn phí có cáp gắn vào được bảo vệ bằng chân đế. Trong quá trình, kiểm soát hình dạng của đường ống, định kỳ áp dụng một mẫu cho nó.
Bằng cách uốn cong đường ống ở góc mong muốn, phích cắm được loại bỏ khỏi nó bằng cách đốt cháy hoặc đơn giản là bị loại ra. Cát được đổ ra, đường ống được làm sạch và rửa sạch. Thực hiện kiểm tra uốn cong cuối cùng bằng cách sử dụng một mẫu.
Uốn lạnh
Để thay đổi cấu hình của các đường ống có đường kính nhỏ, các dụng cụ cầm tay khác nhau được sử dụng cho các máy uốn ống cơ khí lớn. Ở nhà, thường xuyên phải uốn nước và ga ống thépđược sử dụng trong các thiết bị của hệ thống cấp nước và sưởi ấm.
Uốn ống dưới 90⁰ được gọi là uốn cong, 180⁰ - kalach, với một gờ - một con vịt, dưới dạng một vòng lặp - một giá đỡ.

Đối với uốn thủ công, có các thiết bị khác. Ở nhà, để sản xuất một cuộn dây để đun nóng nước, một ống thép không gỉ có đường kính khoảng 20 mm chỉ đơn giản là vết thương trên một đoạn ống có đường kính lớn. Trước đây, một giá đỡ được hàn vào một ống lớn, đặt trên các giá đỡ và kẹp.
Các ống được đóng chặt với cát và đóng bằng nút chai, sau đó chèn vào giá đỡ và cuộn dây bắt đầu. Đường ống được sử dụng làm mẫu cần phải được cuộn, do đó, cần có nỗ lực của ít nhất hai người. Đã hoàn thành cuộn dây, cuộn dây được san bằng.

Uốn ống thép không gỉ hoặc vật liệu khác ở nhà có thể được thực hiện trên công cụ đơn giản nhất. Đó là khuyến khích để áp dụng cho số lượng nhỏ công việc.
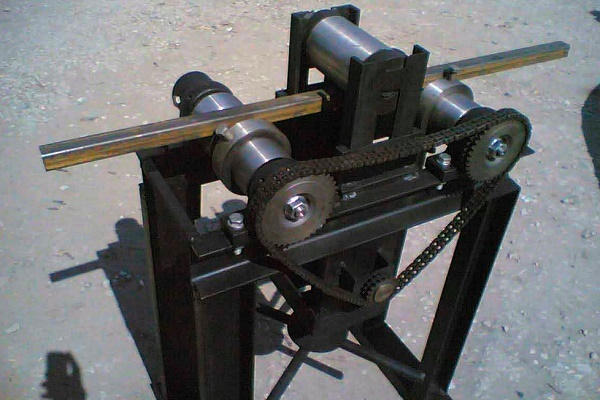
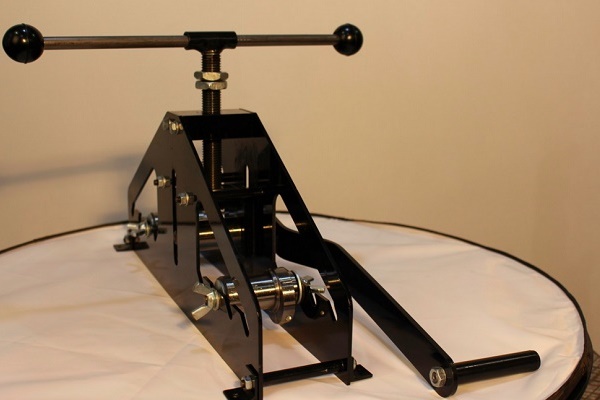
Một máy cơ đơn giản để uốn ống có thể được chế tạo bằng tay của bạn, đặc biệt nếu bạn có kỹ năng của thợ hàn và quen thuộc với máy hàn:
Để làm một nguyên thủy thiết bị uốn ống cần một tấm bê tông, ghim làm bằng kim loại và búa. Tấm được chia thành các ô 40 x 40 hoặc 50 x 50 mm. Tại các góc của các tế bào, các lỗ được khoan bằng một dụng cụ bấm lỗ và ghim được chèn vào chúng.
Sản phẩm hình ống được chèn vào giữa các chân và, bằng cách tác dụng lực, uốn cong. Độ chính xác với phương pháp uốn này không lý tưởng, nhưng để sử dụng phôi tại nhà là khá đủ. Để uốn với độ chính xác cao hơn, bạn có thể sử dụng một thiết bị được chế tạo trên cơ sở giắc cắm.

Để ống trong của ống không bị biến dạng, áp dụng có nghĩa là chống lại quá trình này từ bên trong. Là bộ hạn chế bên trong, cát thường được sử dụng nhất. Đồng thời, một phích cắm được cắm vào một đầu của đường ống và cát được đổ qua cái thứ hai, sau đó nó bị tắc bằng nút chai. Tiếp theo, uốn được thực hiện.
Đôi khi bộ giới hạn là một lò xo được chế tạo đặc biệt cho mục đích này. Để cuộn dây, sử dụng dây có đường kính từ 1 đến 4 mm. Lò xo nên tự do đi vào đường ống tại điểm uốn cong, để lại một phần của dây bên ngoài.
Hệ thống thủy lực của dụng cụ cầm tay, máy cầm tay và máy cố định tạo điều kiện thuận lợi cho quá trình uốn và tăng tốc quá trình biến dạng đường ống:
Sau khi uốn, lò xo được loại bỏ bằng cách kéo dây. Trong trường hợp làm việc với một đường ống có tiết diện vuông, một dây có cùng tiết diện được chọn để sản xuất lò xo.
Một bó dây bao gồm các phân đoạn riêng biệt đẩy từng sợi vào trong một lần tới vị trí uốn cong trong tương lai cũng phù hợp cho mục đích này. Sau khi hoàn thành thao tác, các phân đoạn cũng được loại bỏ cùng một lúc. Bạn có thể tự uốn cong một ống không gỉ có tiết diện lên đến 4 cm và độ dày thành 0,3 cm.

Để làm việc với đường kính lớn, bạn cần thiết bị chuyên nghiệp. Có máy uốn ống được trang bị một trục gá. Yếu tố cấu trúc này là một thanh kim loại thông thường.

Trước khi bắt đầu quá trình uốn, nó được đặt bên trong để ngăn ngừa biến dạng của thành ống. Các trục được bao gồm trong bộ có một phần khác nhau, vì vậy bạn có thể chọn đúng cho một đường kính nhất định của các sản phẩm ống.
Thay đổi cấu hình của ống kim loại màu
Có một tính chất rất hữu ích trong kim loại màu - độ dẻo cao. Tuy nhiên, họ không đủ sức mạnh. Trong quá trình uốn, do áp dụng lực nén và lực kéo, có thể xảy ra sự cố sập hoặc vỡ đường ống. Để ngăn chặn điều này xảy ra, bạn phải tuân thủ nghiêm ngặt công nghệ.
Làm thế nào để uốn ống đồng và đồng thau?
Đối với uốn đồng cũng như ống đồng, cả hai phương pháp nóng và lạnh đều được sử dụng. Khi chọn cái đầu tiên làm chất độn bên trong, hãy chọn cát, thứ hai - rosin nóng chảy. Công nghệ uốn cũng giống như đối với ống thép.
Các sản phẩm ống làm bằng đồng và đồng thau trước khi uốn lạnh có thể được ủ với quá trình làm mát tiếp theo. Phạm vi nhiệt độ cho cả hai vật liệu là như nhau - từ 600 đến 700 ° C. Sự khác biệt là trong môi trường làm mát - đồng được đặt trong nước và đồng thau được làm mát trong không khí.
Sau khi hoàn thành quá trình, rosin được loại bỏ bằng cách nấu chảy nó. Để ngăn ngừa vỡ ống, quá trình trong mọi trường hợp không bắt đầu từ giữa ống, chỉ từ các đầu. Là thiết bị uốn, cả công cụ đơn giản và công cụ máy móc tinh vi đều được sử dụng.
Máy uốn ống thủ công hoạt động do những nỗ lực thể chất của một người, trong khi máy uốn thủy lực làm giảm những nỗ lực này đến mức tối thiểu. Cả những người và những người khác được trang bị vòi phun có thể thay thế cho khả năng chọn đường kính mong muốn.

Làm việc với ống đồng và đồng thau dễ hơn nhiều so với ống thép, nhưng biến dạng kim loại trong quá trình uốn xảy ra theo các định luật vật lý tương tự. Trên một phần uốn cong, bề mặt bên ngoài trải qua căng thẳng, do đó các bức tường trở nên mỏng hơn.
Các quá trình nghịch đảo xảy ra bên trong đường ống - các bức tường co lại và trở nên dày hơn. Có nguy cơ biến tiết diện tròn thành hình bầu dục và giảm đường chuyền có điều kiện, vì vậy bạn không thể bắt đầu uốn cong mà không thực hiện các biện pháp để ngăn chặn các hiện tượng này.
Uốn ống nhôm
Các phương pháp uốn ống nhôm chính giống như đồng thau hoặc đồng:
- đẩy giữa các con lăn;
- lăn;
- lăn đi;
- áp lực.
Trước khi quyết định cách và cách uốn ống nhôm, bạn cần làm quen với từng ống. Phương pháp đầu tiên được sử dụng cho các ống có thành mỏng có đường kính tối đa 10 cm, khi bạn cần uốn cong nhẹ với yêu cầu độ chính xác nhỏ. Bán kính tối thiểu được quy định chặt chẽ ở đây. Giá trị của nó là 5-6 đường kính ống.
Độ cong của ô xác định vị trí của con lăn lệch. Theo cách này, các yếu tố trang trí của nội thất thường được thực hiện. Theo cách thứ hai, vật liệu ống có đường kính lớn được uốn cong, trong đó sử dụng máy uốn ống 3 con lăn. Các ống được kéo giữa các con lăn ổ đĩa, hướng xác định bán kính uốn.

Độ chính xác của phương pháp này thậm chí còn thấp hơn so với phương pháp trước, nhưng phần này có thể bị uốn cong lặp lại và lặp lại quá trình cho đến khi thu được hình dạng mong muốn.
Uốn ống nhôm vách mỏng có thể được thực hiện bằng tay, đã chuẩn bị đúng cách:
Phương pháp rollback không cung cấp cho sự hiện diện của chất độn bên trong, vì vậy nó không được sử dụng để thu được bán kính nhỏ. Khi chọn phương pháp này, nó sẽ không hoạt động để đáp ứng các yêu cầu nghiêm ngặt liên quan đến sự rụng trứng của phần tại khúc cua.
Đối với biến dạng của ống nhôm bằng áp suất, máy ép có khuôn được gắn trên chúng với ma trận có hình dạng mong muốn được sử dụng. Hình dạng đã cho thu được là kết quả của ảnh hưởng của áp lực tác động từ bên ngoài.
Trong một số trường hợp, áp suất có thể ở bên trong khi đường ống được đặt trong khuôn và chất lỏng được cung cấp bên trong với một áp lực đủ để ép nó vào tường.
Không dễ để uốn ống duralumin, vì vật liệu này là khá cứng và mùa xuân. Để tạo thuận lợi cho quá trình, chúng được nung ngay lập tức trước khi uốn ở nhiệt độ 350 đến 400 ° C, sau đó chúng đợi cho đến khi các ống được làm mát tự nhiên trong không khí.
Phương pháp uốn ống đường kính lớn
Các phương pháp tương đối xuất hiện gần đây là uốn ống liên quan đến dòng điện công nghiệp và tần số cao và uốn với lực căng. Trong trường hợp đầu tiên, một cài đặt tần số cao hiệu suất cao được sử dụng, trong đó một đường ống có đường kính 95 - 300 mm được làm nóng, uốn cong và làm mát.
Nó bao gồm hai phần - một phần cơ học ở dạng máy uốn và phần điện, bao gồm phần điện và lắp đặt tần số cao.
Các đường ống chỉ bị biến dạng trong khu vực nóng nằm trong khu vực cuộn cảm. Thay đổi hình học thành kích thước được xác định trước xảy ra dưới ảnh hưởng của một con lăn lệch. Sử dụng phương pháp này, có thể thu được một uốn cong với độ cong bán kính nhỏ.
Uốn bằng phương pháp thứ hai được thực hiện trên các máy uốn, bộ bao gồm một bàn quay. Lực kéo lớn và lực uốn tác dụng lên đường ống. Điều này mang lại cho bạn những khúc cua cong với độ dày thành không đổi xung quanh toàn bộ chu vi.
Phương pháp này được sử dụng để uốn các ống có đường kính lớn được sử dụng trong ngành hàng không, công nghiệp ô tô, đóng tàu, nơi có nhu cầu cao được đặt trên đường ống. Ưu điểm là khả năng uốn ống với tường từ 2 - 4 mm đến 180⁰.
Các tính năng là loại hồ sơ linh hoạt
Các sản phẩm ống hồ sơ có vẻ ngoài thẩm mỹ hơn so với các đối tác của chúng với tiết diện tròn, vì vậy nó thường được tìm thấy trong các cấu trúc hộ gia đình. Khi uốn, lực nén tác động lên nó từ bên trong và lực kéo từ bên ngoài. Cẩn thận chọn một phương pháp uốn trước khi tiến hành thao tác này.
Các loại hồ sơ bao gồm các đường ống với một mặt cắt ngang ở dạng hình vuông, hình bầu dục, hình chữ nhật.
Có một số sắc thái và bạn không nên quên chúng khi làm ống hình linh hoạt ở nhà không có thiết bị đặc biệt:
- Chiều dài tối ưu của phần uốn cong cho các ống định hình có thành mỏng và phần dài tới 2 cm là chiều cao ống nhân với 2,5.
- Đối với ống có thành dày, chiều dài của khu vực uốn được xác định bằng cách nhân tiết diện với ba. Mặt khác, không thể tránh được việc bẻ khóa vật liệu từ bên ngoài hoặc biến dạng của nó từ bên trong.
- Giá trị tối thiểu của bán kính cong là tiết diện uốn được nhân với 2,5.
Không xem xét các yêu cầu này, bạn thậm chí không thể hy vọng cho một kết quả tốt. Phương pháp uốn không khác với phương pháp được sử dụng khi làm việc với các sản phẩm có tiết diện tròn. Ngoài ra, bạn có thể sử dụng phương pháp uốn thủ công với việc thực hiện cắt ngang, được thực hiện trên ba mặt của đường ống.
Độ dài của vết cắt và số lượng của chúng được xác định bằng tính toán. Giả sử có một ống 40 x 90 mm. Nó là cần thiết để hoàn thành một lượt đầy đủ, tức là uốn cong dọc theo bức tường 40 mm ở góc 180 ° với bán kính 150 mm. Đầu tiên, tính chiều dài của hình bán nguyệt dọc theo bán kính ngoài:
L = (2π r: 2 = 2x 3,14 x 190): 2 = 596,6 mm
Đối với bán kính bên trong, các tính toán là như nhau:
LVL = (2 x 3,14 x 150): 2 = 471 mm.
Tổng chiều dài của vết cắt trên bán kính bên trong được xác định theo công thức: Lout = L - Lin = 596.6 - 471 = 126 mm.
Muốn tự làm máy uốn ống thủ công hoặc hồ sơ uốn ống với bàn tay của chúng tôi trong các bài viết chúng tôi đã đề xuất sẽ tìm thấy rất nhiều thông tin hữu ích, sơ đồ và các khuyến nghị hữu ích.
Nếu bạn cho rằng một máy mài có thể cắt rộng 5 mm, thì trên mặt phẳng uốn cong có chiều dài 126 mm bạn có 25 khe, sau đó ống được uốn cong cho đến khi các cạnh của vết cắt tiếp xúc. Các khe được ủ và các đường nối được làm sạch.

Có một cách khác là hồ sơ và ống tròn được uốn cong, nhưng nó chỉ có thể được sử dụng trong mùa đông. Đối với điều này, phích cắm được cắm vào đầu của ống, nước được đổ vào bên trong và chờ cho đến khi nó cứng lại. Ống được uốn cong, kiểm soát quá trình với một mẫu, sau đó các phích cắm được loại bỏ và chất lỏng được loại bỏ.
Kết luận và video hữu ích về chủ đề này
Clip # 1. Tìm hiểu cách uốn ống bằng các công cụ ngẫu hứng từ video này:
Clip # 2. Cách uốn ống của bất kỳ phần nào thành một vòng tròn:
Clip # 3. Máy uốn ống tự chế là một thứ cần thiết trong gia đình:
Khi thực hiện sửa chữa hoặc xây dựng một ngôi nhà, cần phải uốn cong đường ống - tròn hoặc hồ sơ - thường phát sinh. Nếu âm lượng nhỏ, bạn có thể tự làm. Có thể uốn hàng loạt các sản phẩm ống chỉ với thiết bị đặc biệt.
Hãy cho chúng tôi biết về cách bạn uốn ống kim loại cho nhà kính hoặc các mục đích khác. Chia sẻ sắc thái công nghệ chỉ được biết đến với bạn với khách truy cập trang web. Hãy viết bình luận trong khối bên dưới, đăng một bức ảnh về chủ đề của bài viết, đặt câu hỏi.
 Cắt ống ở một góc: ưu điểm và nhược điểm của các phương pháp khác nhau + ví dụ về công việc
Cắt ống ở một góc: ưu điểm và nhược điểm của các phương pháp khác nhau + ví dụ về công việc  Kiểm tra áp suất của ống nhựa-kim loại: thứ tự và sắc thái của công việc
Kiểm tra áp suất của ống nhựa-kim loại: thứ tự và sắc thái của công việc  Phụ kiện báo chí cho ống nhựa: các loại, đánh dấu, mục đích + ví dụ lắp đặt
Phụ kiện báo chí cho ống nhựa: các loại, đánh dấu, mục đích + ví dụ lắp đặt  Làm thế nào là đặt ống không có rãnh: tính năng phương thức + ví dụ công việc
Làm thế nào là đặt ống không có rãnh: tính năng phương thức + ví dụ công việc  Hàn ống polypropylen: quy tắc làm việc và phân tích các lỗi có thể
Hàn ống polypropylen: quy tắc làm việc và phân tích các lỗi có thể  Thay thế ống phòng tắm: Hướng dẫn từng bước để làm việc
Thay thế ống phòng tắm: Hướng dẫn từng bước để làm việc  Chi phí bao nhiêu để kết nối gas với nhà riêng: giá tổ chức cung cấp gas
Chi phí bao nhiêu để kết nối gas với nhà riêng: giá tổ chức cung cấp gas  Các máy giặt tốt nhất với máy sấy: đánh giá mô hình và lời khuyên của khách hàng
Các máy giặt tốt nhất với máy sấy: đánh giá mô hình và lời khuyên của khách hàng  Nhiệt độ màu của ánh sáng là gì và sắc thái của việc chọn nhiệt độ của đèn phù hợp với nhu cầu của bạn
Nhiệt độ màu của ánh sáng là gì và sắc thái của việc chọn nhiệt độ của đèn phù hợp với nhu cầu của bạn  Thay thế một mạch nước phun trong căn hộ: giấy tờ thay thế + các chỉ tiêu và yêu cầu cơ bản
Thay thế một mạch nước phun trong căn hộ: giấy tờ thay thế + các chỉ tiêu và yêu cầu cơ bản {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Bài viết tuyệt vời