Запояване на медни тръби: поетапен анализ на работата и практически примери

Домашните занаятчии се опитват да извършват строителни и ремонтни дейности самостоятелно, което позволява не само да спестите семейния бюджет, но и да бъдете абсолютно уверени в качествения резултат. Затова те трябва да овладеят нови методи и технологии - като например запояване на медни тръби.
Ще ви кажем как да сглобите и свържете комуникациите от медни тръби. Тук ще разберете от какви консумативи и инструменти ще се нуждаят изпълнителят. Полезните умения, дори и в ежедневието, ще дадат възможност за самостоятелно сглобяване на тръбопроводи с отлични експлоатационни характеристики.
Съдържанието на статията:
Запояване на мед: Защо трябва да го научите
Медните тръбопроводи рядко се използват на практика. Причината за това е доста високата цена на материалите. Медните тръбопроводи обаче с право се считат за най-добрите.
Този метал надминава всички останали материали по топлоустойчивост, гъвкавост и издръжливост. Отопление на медни тръби след монтажа може да се излее в бетон, да се скрие в стени и т.н. По време на работа нищо няма да им се случи.

Това трябва да се вземе предвид при избора на материал за организиране на отопление или водоснабдяване. Разчитайки на дългосрочна експлоатация, по-високите разходи са напълно възстановени. В допълнение към отличната производителност, която има медта, тя е доста лесна за инсталиране. „Страшни приказки“ за трудностите при запояване често са преувеличени.
Медта е достатъчно проста за запояване. Повърхността му не изисква използването на агресивни почистващи препарати.Много метали с ниско топене имат висока адхезия с него, което опростява избора на спойка.
Не са необходими скъпи медни потоци, тъй като по време на топенето на метали не се наблюдават бурни реакции с кислород. В процеса на запояване тръбата не се деформира, формата и размерите й остават непроменени. Полученият шев може да се разкопча, ако е необходимо.
Начини за запояване на медни части
Запояването се счита за най-добрият метод за свързване на медни части. По време на работа разтопеният спойка запълва малка пропаст между елементите, образувайки надеждна връзка.
Два метода за получаване на такива съединения са най-често срещани. Това е капилярно запояване с висока температура и ниска температура. Нека видим как се различават една от друга.
Характеристики с висока температура
В този случай процесът на свързване на елементи от мед протича при температура над +450 градуса. Припойът е избрани съединения, в основата на които са доста огнеупорни метали: сребро или мед.
Те дават силен шев, устойчив на механични повреди и високи температури. Такова съединение се нарича твърдо.

Характерна особеност на така нареченото твърдо спояване е отгряването на метала, което води до неговото омекване. Следователно, за да се сведе до минимум загубата на якостните характеристики на медта, е необходимо завършената фуга да се охлажда само естествено, без да се използва изкуствено издухване или спускане на частта в студена вода.
За тръби с диаметър от 12 до 159 мм се използва твърда фуга. За свързване на газови тръби се използва висока температура.
Във водопровод се използва в процеса на сглобяване на водопроводи за монолитно съединяване на части, чийто диаметър надвишава 28 мм. В допълнение, такава връзка се използва в случаите, когато температурата на течността, циркулираща в тръбите, може да надвиши +120 градуса.
Високотемпературното запояване се използва и за сглобяване на отоплителни системи. Неговото предимство се счита за възможността за организиране на изход от предварително монтирана система без предварителното й демонтиране.
Детайлно запояване с ниска температура
Меко или нискотемпературно запояване се отнася до свързването на медни части, по време на които се използва температура под + 450 ° C. В този случай като спойка се избират меки запалими метали, например калай или олово.
Ширината на шева, образуван от такова запояване, може да варира от 7 до 50 мм. Полученото съединение се нарича меко. Той е по-малко издръжлив от твърдия, но има редица значителни предимства.

Основната разлика е, че по време на процеса на запояване не се получава отпалване на метали. Съответно силата му остава същата.
В допълнение, температурата по време на нискотемпературното спояване не е толкова висока, колкото при високотемпературното спояване. Поради това се счита за по-безопасно. Така наречените меки фуги се използват за сглобяване на тръби с малък диаметър: от 6 до 108 мм.
В водопроводни нискотемпературни връзки медни тръби Те се използват за инсталиране на водопроводи и отоплителни мрежи, но при условие че температурата на циркулиращата в тях течност е по-ниска от +130 градуса. За газопроводи използването на този тип връзка е строго забранено.
Какво е необходимо в процеса?
За да направите висококачествени фуги, ще ви трябва специални материали и инструменти. На първо място е необходим поток за обработка на предварително почистената повърхност на частите. Той премахва оксидите от основата, подобрява разпръскването на разтопената спойка и намалява повърхностното напрежение.
В допълнение, вие също ще се нуждаете спойка за работа с мед, За заваряване с висока температура се избира материал, който не включва олово. Опаковките трябва да бъдат етикетирани „без олово“ или „без олово“.
За запояване с ниска температура се избира нископлавила спойка, в която могат да присъстват калай, мед, бисмут, сребро. Тип запояване с ниска температура се предлага под формата на 3 мм проводник.

За работа ще ви трябват инструменти. На първо място, резачка за тръби, С него ще бъде възможно да изрежете детайлите с желания размер. Важно е да изберете висококачествен инструмент, така че мекият материал, който е мед, да не се задържи.
Необходима е и фаска, за да се премахнат бурките. В противен случай ще бъде невъзможно да поставите една част в друга. За почистване на вътрешната повърхност на тръбите се използва и четка или четка.

За загряване на медните елементи с помощта на различни инструменти. Най-често за нискотемпературно запояване изберете газова горелкас тесен пламък.
Газовото оборудване в този случай работи от цилиндър със смес от пропан и бутан или с чист бутан. Едно такова зареждане е достатъчно за 3-4 стотици стави.
Устройството работи ефективно, при нагряване от горелката тръбата се загрява за няколко секунди. Високотемпературното запояване се извършва с помощта на газови смеси пропан-кислород или ацетилен-въздух.
В допълнение, запояване може да се извърши с помощта на специален електрически поялник, предназначен за работа с части, изработени от мед. Устройството е в състояние да работи както с твърди, така и с меки припоя. Поялото е свързано към мрежата и се използва там, където е невъзможно да се работи с открит огън. Устройството е оборудвано със затягащи клещи и сменяеми електроди.
В допълнение към тези инструменти за монтаж на тръбопровода ще ви е необходим маркер или молив, мярка с лента, чук и ниво на конструкция.
Технология за запояване
След като подготвите инструментите и материалите, можете да започнете процеса на запояване. Извършваме всички операции в следната последователност:
Изрежете частта от необходимата дължина
За рязане на медни тръби могат да се използват различни инструменти. Най-често използваната ръчна резачка за тръби. За да направим рязането равномерно, държим тръбата само перпендикулярно на инструмента.
Затягаме частта между ролката и острието и завъртаме резачката за тръби около него. След всяка революция не забравяйте да затегнете регулиращия болт с около една трета от оборота. Когато използвате резачка за тръби, разрезът ще бъде равномерен, точкуването ще се появи само вътре в тръбата.

Но в същото време диаметърът на продукта леко ще намалее, което е нежелателно. Можете да избегнете деформация на частта, ако я режете с ножовка. Но в този случай ще има много избухвания, които ще трябва да се изхвърлят и ще трябва да използвате шаблон, за да намалите среза на разреза.
Смачкването или овализацията на разрязването на тръбата ще доведе до неприятни последици, тъй като те задължително ще променят размера на монтажната празнина. Стойността му трябва да бъде в диапазона 0,02-0,4 мм. Ако разликата е по-малка, спойка няма да може да влезе в нея. С увеличаване на празнината капилярният ефект не може да се прояви.
В резултат на рязането трябва да се получи част със строго цилиндричен край с минимално рязане. Не забравяйте да премахнете бурките от частта, почистете вътрешната й повърхност с четка и обезмаслете. По същия начин ние отрязваме втория фрагмент от тръбата. Вземаме тръбен разширител и с помощта на чук увеличаваме диаметъра на втората тръба.

Проверяваме как частите се вписват една в друга, проверяваме размерите на получената монтажна празнина. Тя трябва точно да съответства на нормата. Почистваме и обезмасляваме втората част. Операцията се извършва по цялото напречно сечение на тръбата, не забравяйте, че дължината на връзката трябва да е равна на диаметъра на частта.
Нанесете флюс върху повърхността на тръбата
Според правилата на технологиите запояване на медни тръби, нанесете флуорен слой върху частите. Взимаме състава и с четка внимателно го нанасяме върху външната повърхност на тръбата, която ще бъде вътре във връзката.
Ние извършваме операцията много внимателно.Опитваме се да съберем минималното количество разтвор и да го разпределим изцяло върху частта. Излишният поток не трябва да остава на повърхността.
Свързваме части преди запояване
След като флюсът се приложи към частите, те трябва да бъдат свързани. Това трябва да се направи достатъчно бързо, за да не попаднат частици от замърсяване върху влажна повърхност. Ако работим с фитинг или с камбана, правим цялостна връзка на елементите.
За целта ги завъртете докрай. В процеса на въртене частите не само „щракват“ на мястото си, но и потокът се разпределя възможно най-равномерно през монтажната празнина.

Оставянето на флюса върху частите е забранено, тъй като той е агресивен химичен състав.
Запояването на кран с фитинги на базата на компресионен пръстен се извършва в следния ред:
Образуване на съединение при запояване при ниска температура
Когато правите мека фуга, стопяем спойка и нискотемпературен поток са задължителни. За отопление можете да вземете стандартна или малка газова горелка, която се зарежда със смес от пропан с въздух или пропан с бутан и въздух. Можете да вземете специален електрически поялник.
Взимаме горелката, включваме я и насочваме пламъка към тръбната връзка. Контактното място между пламъка и частта трябва постоянно да се движи. Това е необходимо, така че елементите да се нагряват равномерно. Взимаме спойка и от време на време я докосваме с монтажната празнина. При достатъчно загряване спойката започва да се топи.

Щом това се случи, ние отвеждаме горелката настрана, за да позволим на спойка да запълни напълно капилярната празнина. Ако спойката все още не е започнала да се топи, продължете нагряването. Характеристика на нискотемпературното запояване е, че спойката не се нагрява специално. Той трябва да се стопи от топлината на нагретите елементи на съединението.
След като спойката запълни напълно капилярната празнина, тя трябва да се остави да изстине, за предпочитане в естествени условия. Трябва да се помни, че получената мека става има ниска якост, така че е забранено да я докосвате в гореща форма.
Друг важен момент. В процеса на запояване е изключително важно да не се прегрява медта. В противен случай флусът, отложен върху метала, ще се срути и съответно няма да може да се разтвори и отстрани оксидите, което рязко ще се отрази негативно върху качеството на съединението.
Ето защо е препоръчително да използвате флюс с прах за спойка. Когато температурата на частта е достатъчна за загряване на спойката, прахът ще се разтопи и ще се види как капките от стопилката блестят вътре в потока.
Ако използването на пламъка по някаква причина е неприемливо, се използват запояващи устройства, захранвани от електричество. Такова оборудване е набор от захранване, електрически щипци и поялник.
Процедурата за нагряване и последващо образуване на съединението с поялник не се различава от описаната по-горе. Единственото предупреждение: може да отнеме по-малко време за напълно загряване на частите, отколкото при нагряване с горелка.
Образуването на шев при запояване на високотемпературен тип
В процеса на такова запояване се използва и газова горелка за загряване на частите. Зарежда се със смес от пропан с кислород или ацетилен с въздух. Възможно е да се използва смес от ацетилен-кислород.
Майсторите препоръчват загряване на частите равномерно и бързо. Тоест процесът на загряване трябва да е кратък. Изгарянето на газ в устройството трябва да произвежда ярко син пламък с ниска интензивност.

Плавно преместваме горелката по бъдещата връзка, така че отоплението да е възможно най-равномерно. Когато медта се нагрява до около 750С, тя ще придобие тъмно черешов цвят. В този момент сервирайте спойка.
За да е по-добре загрято, можете да го загреете малко с горелка. Но трябва да се помни, че спойка трябва да се стопи от нагрятите части на връзката, а не от горелката. В идеалния случай е необходимо да се осигури връзката с минимално нагряване, при което спойка веднага да се стопи и да запълни инсталационната празнина от първия път.
Може би това няма да работи веднага, но с натрупването на опит резултатът ще се подобри. След като празнината е напълно запълнена с спойка, оставете връзката да се охлади. Докосването до този момент не се препоръчва. Внимателно избърсваме охладения шев, за да се освободим от остатъците от флюса.
Подробен анализ на технологията на спояване на медни тръбопроводи с помощта на газова горелка дадени в статията, чието съдържание ви съветваме да прочетете.
Медна тръба безопасност
Новаците майстори се интересуват как правилно да запояват медни тръби, но в същото време забравят за безопасността. Това не може да се направи. Трябва да разберете, че медта се характеризира с висока топлопроводимост, така че не можете да държите части в ръцете си без никаква защита.
Безгрижие и небрежност с монтаж на медни тръби може да доведе до термично изгаряне. Малки предмети с дължина до 0,3 м се вземат само със защитни ръкавици или се държат с клещи.
Необходимо е също така внимание при работа с флюс. Това е изключително агресивен състав. Ако по време на запояване попадне върху кожата, трябва незабавно да спрете работата си и да измиете потока от кожата с много сапунена вода. В противен случай върху кожата може да се появи не само термично, но и химическо изгаряне.

Дрехите за работа също трябва да бъдат подбрани правилно. Синтетичните тъкани абсолютно не са подходящи. Изкуствените влакна са много чувствителни към високи температури. Лесно се топи и светва, така че за работа е най-добре да изберете плътни дрехи, изработени от естествен памук.
Друг важен момент. Когато частите се нагряват, флюсът започва да гори. Двойките му са опасни за хората. Поради тази причина помещението, където се извършва спояване на медни тръби, трябва да бъде добре проветрено.
Опитните занаятчии съветват тези, които за пръв път са се заели с запояване, да се занимават първо с подрязване на тръби. Практиката показва, че след три или четири независимо направени връзки, вече е възможно да се заемете с инсталирането на тръбопровода. В този случай е препоръчително да сглобите системата на пода и едва след това да продължите с запояване.
Готовият тръбопровод трябва да се изплакне добре с чиста гореща вода, за да се отстрани спойка и поток от вътрешността на частите.
Основните грешки, направени при запояване
Процесът на запояване на медни тръби е доста прост, но изисква известен опит. Начинаещите често допускат грешки в работата.
Помислете за основните:
- Наличието на дефекти по повърхността на свързаните части.Такива недостатъци могат да се появят в процеса на рязане на тръбата. Ако се извършва запояване над дефекта, шевът ще бъде крехък.
- Замърсяване на кръстовището на елементи. След рязане и почистване частите трябва да бъдат обезмаслени.
- Недостатъчна ширина на монтажната празнина. Според правилата, за части с напречно сечение от 6 до 108 мм размерите на пролуката трябва да бъдат от 7 до 50 мм.
- Неадекватно нагряване на части. В този случай спойка няма да може правилно да се слее с основата. Такъв шев лесно ще се срути дори при леко натоварване.
- Потокът не покрива цялата повърхност на тръбата. Оксидите остават на повърхността на частта, което се отразява негативно на качеството на шева.
- Прегряване на секцията за свързване. То води до изгарянето на флюса и образуването на оксид и мащаб. В резултат на това качеството на връзката рязко се влошава.
- Проверете за студена връзка. Преди да проверите качеството на шева, трябва да се уверите, че тръбата се е охладила. В противен случай ставата неизбежно ще се деформира и ще загуби сила.
- Пренебрегване на правилата за сигурност. Запояване се извършва при високи температури и използване на агресивни химикали. Необходимо е защитно облекло, маска и ръкавици.
Може би ще бъде трудно за начинаещия майстор самостоятелно да определи степента на нагряване на части, тогава си струва да поканите професионалист и да направите първите връзки под негово ръководство.
Той ще въведе методи за изграждане на отоплителни кръгове от медни тръби следваща статияс които препоръчваме да се запознаете.
Изводи и полезно видео по темата
Можете да разберете още по-интересна информация за запояване на медни тръби от следващите видеоклипове.
Видео №1. Характеристики на високотемпературното спояване на медта:
Видео №2. Как да запоявате медни фитинги:
Видео №3. Какво представляват флюсите за запояване:
Самите запояване на медни тръби е полезно умение, което със сигурност ще бъде полезно за домашния майстор. Тръбопроводи от мед са много дълги и безпроблемни. Като се има предвид доста високата цена на такива части, самосглобяването може значително да спести и да получи висококачествен тръбопровод на много разумна цена.
Имате личен опит в свързването на медни тръби чрез запояване? Може би имате знания за нюансите на работата? Моля, напишете коментари в блока по-долу, задайте въпроси, споделете своето мнение и снимки по темата на статията.
 Запояване на полипропиленови тръби: правила за работа и анализ на възможни грешки
Запояване на полипропиленови тръби: правила за работа и анализ на възможни грешки  Запояване на медни тръби с газова горелка: полезни съвети и стъпки за самостоятелно запояване
Запояване на медни тръби с газова горелка: полезни съвети и стъпки за самостоятелно запояване  Направи си сам монтаж на медни тръби: технология за инсталиране на медни тръби
Направи си сам монтаж на медни тръби: технология за инсталиране на медни тръби  Свързване на медни тръби: инструкции и сравнение на различни инсталационни технологии
Свързване на медни тръби: инструкции и сравнение на различни инсталационни технологии  Как да се блъснете в пластмасова тръба: характеристики на работа и анализ на всички важни нюанси
Как да се блъснете в пластмасова тръба: характеристики на работа и анализ на всички важни нюанси  PVC закачалка за тръби: популярни опции + инструкция стъпка по стъпка
PVC закачалка за тръби: популярни опции + инструкция стъпка по стъпка  Колко струва свързването на газ към частна къща: цената на организирането на доставката на газ
Колко струва свързването на газ към частна къща: цената на организирането на доставката на газ  Най-добрите перални машини със сушилня: оценка на модела и съвети на клиентите
Най-добрите перални машини със сушилня: оценка на модела и съвети на клиентите  Каква е цветната температура на светлината и нюансите на избора на температурата на лампите според вашите нужди
Каква е цветната температура на светлината и нюансите на избора на температурата на лампите според вашите нужди  Подмяна на гейзер в апартамент: подмяна на документи и основни норми и изисквания
Подмяна на гейзер в апартамент: подмяна на документи и основни норми и изисквания 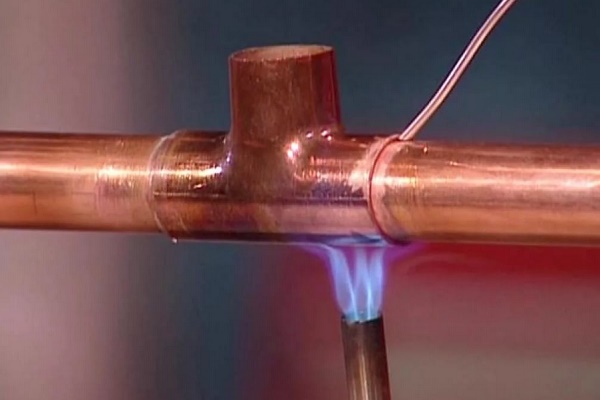{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Много рядко се налага да се справям с медни тръби, наистина са малко тези, които ги използват, предпочитайки по-евтината и по-утилитарна пластмаса. Но видях такива тръби в къщи, които твърдят, че са елитни. Те се вписват перфектно в интериора. И аз също имах възможност да ги запоя. От личен опит мога да кажа, че извършването на тази работа е едновременно неусложнено и има нюанси.
Медта е отзивчив метал, сам по себе си няма да ви създава проблеми. Но ако вие сами правите грешки, след известно време мястото на вашето запояване ще тече. На всички, които внезапно срещнат нуждата от запояване на медна тръба, на първо място ще кажа - не бъдете мързеливи и не щадете време за подготвителна работа! Доброто начало е половината от битката.
Лошо обезмасли - ще тече. Събличането лошо е същото. Второ: умерен, но достатъчен поток. Ще съжалявате, че ще тече. Прекалявайте - получете грозно място от сраствания.Трето: компетентни температурни условия. И прегряването, и подгряването са еднакво лоши. Като цяло, ако щете спойка за първи път, тогава е най-добре да намерите някъде парче медна тръба и да практикувате, както в чернова. В същото време идентифицирайте възможните си грешки.