Proves de pressió de canonades metàl·liques i plàstiques: l’ordre i els matisos de l’obra

Una alternativa d’èxit a les canonades d’acer tradicionals són els productes tecnològics fabricats amb metall-plàstic. Va ser especialment popular a la indústria de la fontaneria. El plàstic s’utilitza en el muntatge i reparació de comunicacions de pressió, circuits sense pressió de subministrament d’aigua calenta i freda, així com en sistemes de calefacció.
En la formació de compostos, s'utilitza un mètode senzill i assequible: seques de tubs de plàstic metàl·lics. Us expliquem com es fa aquest treball, quina eina necessitarà un lampista independent per construir o restaurar sistemes. Les nostres recomanacions ajudaran a obtenir un resultat de màxima qualitat.
El contingut de l'article:
Crimping: un concepte en sentit ampli
El concepte mateix de “segar”, aplicat a les mànigues de plàstic metàl·lic, hauria de ser considerat en el sentit ampli de la paraula. Per exemple, sovint s'entén que el sequet significa proves estàndard realitzades hidràulicament o pneumàticament.
Però la pràctica moderna demostra que el terme “sega” també s’aproxima bastant lògicament al procediment per connectar un accessori i una canonada de metall i plàstic. Aquest tipus de connexió es realitza mitjançant la tecnologia de retalls de força mitjançant una eina especial (alicates de premsa).

Independentment de les condicions d’instal·lació i les tecnologies aplicades, la instal·lació de fontaneria o d’altres comunicacions basades en canonades de plàstic s’acompanya de proves d’estanquitat i resistència.

Generalment procés de prova realitzades hidràulicament.Però no s’exclou la possibilitat de produir proves pel mètode pneumàtic.
Mètodes de sertir plàstic metàl·lic
El mètode hidràulic consisteix a omplir d’aigua les canonades metàl·liques i plàstiques, seguit d’un augment de la pressió per fixar els valors. Les proves poden afectar tot el tronc muntat o només les seves seccions individuals.
El mètode pneumàtic implica l’ús d’aire comprimit en lloc d’aigua. Aquest mètode de seccionament es considera menys eficient i més perillós que la versió hidràulica. I no importa, no es proven proves de canonades de metall ni de plàstic de metall
Opció # 1: hidràulica
El procés no és diferent de la versió estàndard, que s'utilitza en les aigües d'aigua d'acer. L’única incògnita és que les pressions de treball de les canonades de plàstic tenen valors inferiors a les adoptades per als productes metàl·lics.
Per tant, la pressió de prova es calcula tenint en compte la configuració estàndard de pressió de funcionament del plàstic segons la fórmula:
Ri = Rrp * 1,5,
En ella, Ri és la pressió de les proves; RRP - pressió de treball d’una canonada de plàstic.
La temperatura de l'aigua dins de la canonada és permesa dins dels valors més de 5 - 40ºС.
Progrés del procediment:
- Prepareu el lloc de la prova (poseu grues, endolls).
- Instal·leu 2 mesuradors en diferents punts de la línia.
- Instal·leu una sortida d'aire al nivell superior de la línia.
- Al nivell inferior de la línia, connecteu una bomba d’aigua.
- Ompliu la línia amb subministrament d’aigua des del nivell inferior fins al nivell superior.
- Obriu la sortida de l’aire a l’aire que sagni del sistema.
Dins la carretera de canonades de plàstic la pressió acumulada hauria de ser lenta, excloent els salts sobtats. Aquestes condicions de pressió són proporcionades per premsa hidràulica manual.

Fins que la pressió no arribi al nivell de funcionament, es recomana revisar periòdicament visualment les àrees de possibles fuites.
Aquests llocs solen ser:
- connexions pipa a canonada;
- contacte de canonades i accessoris;
- punts d’instal·lació per a aixetes i taps.
Un augment de la pressió dins de les canonades de metall-plàstic fins a un valor superior a 1,5 paràmetres de funcionament només és permès en absència de persones a prop de la línia de prova.
La pressió d’assaig establerta a la canalització s’ha de mantenir durant un temps determinat. Per al subministrament d’aigua procedent de canonades metàl·liques i plàstiques, dissenyades per funcionar en condicions domèstiques, s’adopta un període mínim d’exposició de cinc minuts.
Durant el valor mínim acceptat del temps de prova, no es permet una baixada de pressió als punts d’instal·lació dels manòmetres de control. Quan s’observen canvis en menys en els dispositius de control, aquesta condició indica una estanquitat incompleta del sistema.
Cal alleugerir la pressió del valor operatiu i comprovar detingudament els llocs de possibles fuites a tota la secció de les canonades de plàstic. Detecta qualsevol defecte i repeteix el procediment de prova.

Les proves de filtració es passen quan satisfan les condicions següents:
- no es van detectar filtracions visuals;
- sense pauses visuals a les parets de les canonades;
- cinc minuts no hi va haver cap canvi de pressió sobre els manòmetres;
- no hi ha deformacions de canonades visibles.
Mentrestant, cal aclarir: si el temps d’exposició supera els intervals de cinc minuts, es permet una lleugera baixada de la pressió de prova a causa d’un canvi natural de la temperatura de l’aigua dins de les canonades metàl·lo-plàstiques.
Opció # 2: pneumàtica
En cas d’impossibilitat de segar hidràulic per qualsevol motiu, es permet una alternativa: prova pneumàtica.
El mètode de prova pneumàtica es diferencia d'una manera lleugerament diferent de comprovar les fuites, però en general repeteix pràcticament el mètode hidràulic. Aquesta tecnologia s'utilitza no tan sovint en canonades, sinó que es retalla els dispositius individuals, per exemple tancs d'expansió, calderes, intercanviadors de calor, etc.

Per detectar fuites en proves de pressió pneumàtica, per regla general, s’utilitza una solució de sabó. La línia muntada s'omple d'aire a pressió Ри = Ррп * 1.15 i els llocs de possibles fuites es regen amb aigua sabonosa. La sortida d’aire està determinada per la inflació de bombolles.
Aquesta tècnica de verificació permet detectar visualment fins i tot fuites menors. Però és molt difícil que un inspector controli les filtracions en llocs de difícil accés per a l'observació visual.
El mètode d’assaig pneumàtic s’adapta bé a les proves de fuites accessoris de canonada de plàstic o segons l’esquema de “pipe in pipe”. Però, quan es requereix provar la força del sistema de canonades, aquest mètode no és clarament el millor. Aquí heu de referir-vos a les proves hidràulicament.
El crimping com a mètode de connexió
La pràctica d’instal·lar canonades de metall i plàstic es nota mitjançant diversos mètodes adequats per realitzar tot tipus de connexions:
- soldadura;
- clavadora;
- seca
L'últim mètode dels tres és simplement segar el tub de metall-plàstic a la zona de la seva articulació amb el fitting.

La tècnica d'aquest tipus de seccionament es distingeix per accions simples que estan disponibles per a la seva execució fins i tot a lampistes poc professionals. L’única advertència: per treballar requereix l’anomenada pinces de premsa - una eina especial, gràcies a la qual es crea una connexió de crimp fiable.
En general, per a l'execució de treballs mitjançant la tècnica de seccionament, cal el següent equip d'eines:
- tallador de canonades per a canonades de plàstic;
- calibrador, expansor, xamfrà;
- pinces de premsa
El tallador de canonades fa un tall uniforme per a una mida determinada, sense deformació de la canonada i en un angle recte.Amb el calibrador i el xamfrà, es prepara l’extrem de la funda de metall-plàstic per a una posterior articulació amb l’encaix.
De vegades també es requereix un expansor per funcionar. Les pinces de premsa del procés ocupen un lloc especial. Amb l'ajuda d'aquesta eina es retalla el compost preparat.
Els muntatges de crimp i compressió (també són roscats) s'utilitzen en el muntatge de canonades de metall-plàstic, els passos de la seva instal·lació són en gran mesura similars:
Com segar una canonada de plàstic
El procediment de seccionament relatiu a la connexió d'un tub de metall-plàstic amb un accessori proporciona la següent seqüència d'accions:
- Tall de canonades de plàstic a mida.
- Realitzeu la calibració de les seves seccions finals.
- Esmicolar el radi interior.
A continuació, la funda de sertell s’instal·la a l’extrem de la canonada.

Després d’aquestes accions, la part d’encaix de l’accessori s’introdueix a la canonada metàl·lica i plàstica des de l’extrem on s’ubica el manguito de sertell. Moveu la funda de sertell per sobre del cos de la canonada i fixeu-la paral·lelament a l’accessori. Guia per treballar amb accessoris de premsa en el muntatge d'una canonada metall-plàstic donat aquí Recomanem llegir informació útil.
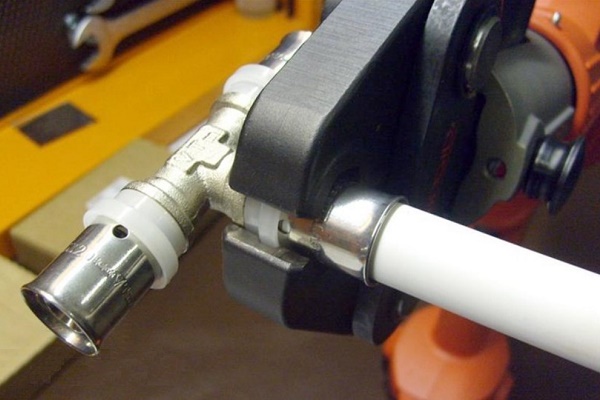
Imposeu les pinces de premsa de la zona de la unió, complementades amb accessoris corresponents a la mida del diàmetre de la canonada processada. Premeu les eines de tota la forma.

Aquestes accions són típiques per a segar amb una eina manual. Mentrestant, a més de les seques manuals, hi ha aparells elèctrics, hidràulics i pneumàtics.
Aquestes opcions de disseny s’utilitzen rarament en la vida quotidiana. El seu propòsit és la producció industrial. Per configuració, també són molt diferents dels models manuals.
Cal destacar algunes característiques quan es treballa amb alicates de premsa.Només es permet un sequet únic. Si per algun motiu no era possible fer una revestida de gran qualitat per primera vegada, no intenteu repetir l’acció. S'ha d'eliminar les deformacions defectuoses i primer cal realitzar el procediment de seccionament.
Avantatges i desavantatges de la sega
Avaluant connexió de canonades de plàsticfabricat amb l'ajuda de pinces de premsa, és impossible no tenir en compte els avantatges i els desavantatges.

Tant l’un com l’altre determinen les condicions en què aquest mètode és adequat.
La llista de beneficis anotats és la següent:
- es crea una connexió no vigilada;
- càlcul per a altes pressions de treball;
- gran resistència mecànica;
- llarga vida útil;
- Instal·lació fàcil i ràpida.
Des del punt de vista de les mancances existents, els experts també identifiquen alguns factors i solen associar-los als criteris de manteniment o instal·lació:
- es crea una connexió no separable;
- Eina especial necessària (alicates de premsa).
L’inconvenient és que cada error de seccionament redueix la feina a zero.

A més d’aquestes mancances, podeu afegir l’alt cost de l’eina principal: una premsa de marca.
És cert que l’adaptació manual a les condicions domèstiques té un preu no tan alt com els dissenys automàtics. Però fins i tot en aquest cas, la compra no és rendible, ja que la necessitat de l'eina és realment única.
Conclusions i vídeo útil sobre el tema
Al vídeo es pot obtenir informació sobre com es treballa amb pinces de tipus mecànic, és a dir, com es pot tallar els accessoris de canonades de plàstic metàl·lics.
Es recomana instal·lar canonades metàl·liques i plàstiques per seccionament en condicions ambientals amb una temperatura mínima de + 10 ºС. És recomanable suportar el material (canonades) adquirit en les noves condicions almenys durant 24 hores, i només començar la instal·lació.
S'han de provar fuites i resistència al sistema de fontaneria instal·lat mitjançant proves hidràuliques i pneumàtiques.
Tens experiència en treballar amb canonades de plàstic i en el dispositiu de les seves connexions? Posseeixes les subtileses tecnològiques de la producció d’aquest treball, no contemplades en l’article? Escriviu comentaris al següent formulari, feu preguntes i publiqueu fotos.
 Accessoris de premsa per a canonades de plàstic: tipus, marcatge, propòsit + exemple d’instal·lació
Accessoris de premsa per a canonades de plàstic: tipus, marcatge, propòsit + exemple d’instal·lació  Tall de canonada a un angle: avantatges i desavantatges de diferents mètodes + exemple de treball
Tall de canonada a un angle: avantatges i desavantatges de diferents mètodes + exemple de treball  Com es doblen les canonades metàl·liques: subtileses tecnològiques del rendiment del treball
Com es doblen les canonades metàl·liques: subtileses tecnològiques del rendiment del treball  Instal·lació pròpia de canonades de plàstic: tecnologia de connexió i exemples de cablejat
Instal·lació pròpia de canonades de plàstic: tecnologia de connexió i exemples de cablejat  Tubs de polipropilè de soldadura: normes de treball i anàlisi de possibles errors
Tubs de polipropilè de soldadura: normes de treball i anàlisi de possibles errors  Substitució dels tubs del bany: una guia pas a pas per treballar
Substitució dels tubs del bany: una guia pas a pas per treballar  Quant costa connectar el gas a una casa privada: el preu de l’organització del subministrament de gas
Quant costa connectar el gas a una casa privada: el preu de l’organització del subministrament de gas  Les millors rentadores amb assecador: valoració del model i consells per al client
Les millors rentadores amb assecador: valoració del model i consells per al client  Quina és la temperatura del color de la llum i els matisos de l’elecció de la temperatura de les làmpades en funció de les vostres necessitats
Quina és la temperatura del color de la llum i els matisos de l’elecció de la temperatura de les làmpades en funció de les vostres necessitats  Substitució d’un guèiser en un apartament: documentació de substitució + normes bàsiques i requisits
Substitució d’un guèiser en un apartament: documentació de substitució + normes bàsiques i requisits {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
En presència de l’eina necessària (un tallador de canonades especials i pinces de premsa), el sequet de canonades de plàstic metàl·lic no és un gran problema i és força senzill de fer pel vostre compte. Si alguna cosa no està clara, només cal que vegeu un parell de vídeos complets a la xarxa. Una altra cosa és que no tothom té una eina, però costa molt.
Sí, i no hi ha cap raó per comprar-los si professionalment no ho feu. Acabo de llogar aquestes pinces de premsa, ara hi ha moltes empreses on es pot fer això.
Hola Cal canviar quan es fabriquen canonades al lloc del tall?