Com es doblen les canonades metàl·liques: subtileses tecnològiques del rendiment del treball

Les canonades doblades en un angle han trobat una aplicació a les indústries de petroli i productes químics, enginyeria de màquines i aparells. No hi ha un sol projecte arquitectònic o de construcció complet sense ells.
Es poden fer servir tots els accessoris per a torns, però es poden produir filtracions i, a vegades, això és simplement inacceptable per raons estètiques. Les canonades de flexió proporcionen un aspecte més atractiu i una alta fiabilitat: un procés que no viola la seva integritat.
Li direm com és millor doblegar una canonada metàl·lica amb tecnologia freda i calenta. L’article que varem presentar descriu les particularitats de les canonades de plegat fetes amb diversos materials. Es donen les funcions de treball amb canonades de perfil i rodones ordinàries.
El contingut de l'article:
Característiques del procés de flexió
Cada metall té les seves pròpies característiques, sense considerar-les, és impossible donar una forma complexa al metall enrotllat. Un tub de flexió es veu afectat per forces radials i tangencials.
Els primers deformen la secció i els segons contribueixen a l’aparició de plecs. El principal requisit per al resultat final és que la secció transversal de la canonada hagi de mantenir-se inalterada, i no hi hagi ondulacions a les parets. La flexió permet minimitzar el nombre de soldadures en col·locar canonades amb tot tipus de revolts.
Mètodes de plegat de canonades
Segons l'angle de flexió, el material i el diàmetre de la canonada necessaris, es pot realitzar la flexió manualment o mitjançant equips especials. També es distingeixen entre flexions en calent i en fred, amb el farcit de la cavitat de la canonada i sense omplir-la.

Després de la terminació de la càrrega, es produeix un fenomen com la molla, que és directament proporcional al mòdul d'elasticitat del material. La magnitud de la possible deformació també depèn del mètode de flexió aplicat i de la geometria de l'objecte.
Especificacions de tecnologia en calent
Aquest mètode es tria quan és necessari doblegar una canonada amb un diàmetre de 10 cm o més. Deformar les canonades de manera calenta, ja sigui manualment o mitjançant mecanismes. Hi ha una raó de flexió mínima.
La longitud de la zona de la canonada, que s’ha d’escalfar, es determina en funció del diàmetre de la canonada i l’angle de flexió. A més, l'arrodoniment no pot ser inferior al diàmetre de les canonades 3.
Trobeu la longitud de la zona escalfada segons la fórmula:
L = α x d / 15
En la fórmula: L és la longitud desitjada en mm, α és l'angle de flexió en graus, d és el diàmetre de la canonada exterior en mm, 15 és el coeficient. Suposem que s'ha de doblegar una canonada amb un diàmetre de 200 mm a un angle de 60 °, aleshores L = 60 x 200/15 = 800 mm, és a dir. 4 diàmetres.

Per doblar la canonada, s’ha d’escalfar a 900 º. La temperatura òptima per començar a doblegar és de 760 º, i al final, de 720 ºC. Quan es crema, les característiques de resistència del material es deterioren.
El procés de flexió en calent inclou diverses operacions:
- fer una plantilla;
- envasat de sorra;
- marcatge parcel·lari;
- calefacció;
- doblar
Per no deformar la secció de canonada i per la seva part interior en lloc de doblegar, no es formen els dolços, l’espai interior s’omple de sorra de quars.
La sorra s’asseca prèviament i es calcina amb l’objectiu d’eliminar les impureses orgàniques a una temperatura de 150 a 500 º, i després es passen per un tamís fi amb una mida de malla de 3,3 x 3,3 mm. Abans de començar a emplenar el tub, heu de connectar un extrem.
Com a taps, s'utilitzen taps de fusta o de metall amb una obertura per a la sortida de gasos. No es pot utilitzar sorra fina i humida el primer es sinteritza i s’adhereix fermament a les parets de les canonades durant l’acció tèrmica.
El segon, com a resultat de la formació de vapor, contribueix a l’aparició d’alta pressió interna, cosa que pot fer que el suro surti a volar.La presència de còdols a l'embalatge és inacceptable, poden passar per la paret del tub.
El procés d’embotit de la canonada requereix molt de temps, de manera que es transporta a la torre i li dóna una posició lleugerament inclinada o vertical. Atès que la qualitat de la flexió depèn directament del segell d'embalatge, el tub es colpeja contínuament durant tot el procés. Un so esmicolat indica un bon ompliment de la peça.
Abans de passar directament a l'operació principal, es tracen seccions de futures corbes sobre una canonada plena de sorra, adjuntant una plantilla. Tubs escalfats en forns o forns. Es doblen tant manualment com mecànicament.
En aquest darrer cas, s’utilitzen plaques especials, equipades amb pals d’empenta, amb l’ajut de la qual es fixa la secció de canonada escalfada i amb pinces que serveixen per subjectar l’extrem de la canonada a la placa. Es posa un cable a l’extrem oposat de la canonada, la tensió del qual amb l’ajut d’un cabrestant o filat fa que la canonada es doblegui.
Per evitar que les parets de la canonada es deformin, es col·loquen juntes a l’espai de la canonada del cremallera, rectes o corbes. L’extrem lliure amb un cable connectat a ell es fixa amb un suport. Durant el procés, controleu la geometria de la canonada, aplicant-la periòdicament una plantilla.
Doblant la canonada a l’angle desitjat, s’extreuen els endolls al cremar-se o simplement a cops de puny. S'aboca sorra, es neteja la canonada i es renta. Realitzeu una prova de flexió final mitjançant una plantilla.
La flexió en fred
Per canviar la configuració de canonades de petits diàmetres, s'utilitzen diverses eines manuals per a dobladors de canonades de gran mecanització. A casa, flexionar aigua i gas és sovint necessària canonades d’acerutilitzada en l'aparell de sistemes d'abastament i calefacció d'aigua.
La flexió d'una canonada de menys de 90º s'anomena corba, 180⁰ - kalach, amb un rebost - una trama, en forma de llaç - un suport.

Per a la flexió manual, hi ha altres dispositius. A casa, per fabricar una bobina per escalfar aigua, simplement s’enrotlla un tub d’acer inoxidable amb un diàmetre d’uns 20 mm sobre un tros de canonada de gran diàmetre. Prèviament, un bracket es soldava sobre una canonada gran, col·locada sobre suports i subjectada.
El tub s’envasa fortament amb sorra i es tanca amb taps, després s’introdueix al bracket i comença el bobinat. Cal canviar la canonada que s’utilitza com a plantilla, per la qual cosa es requereixen esforços d’almenys dues persones. Un cop acabat el bobinat, la bobina s’anivella.

Doblar les canonades d’acer inoxidable o un altre material a casa es pot fer amb l’eina més senzilla. És recomanable sol·licitar petites quantitats de treball.
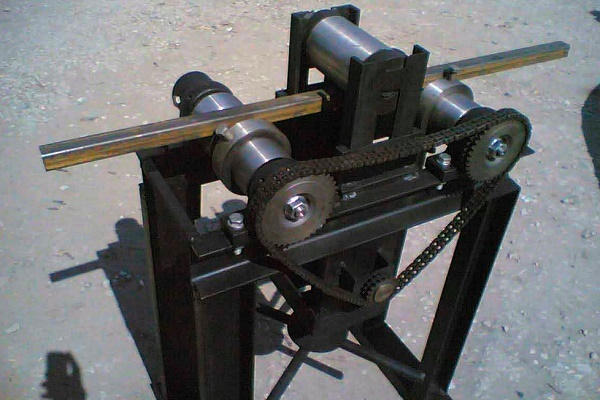
Una màquina mecànica senzilla per doblegar una canonada es pot construir amb les vostres pròpies mans, sobretot si teniu les habilitats d’un soldador i coneixeu la soldadora:
Fer un primitiu dispositiu de doblegar canonades necessita una llosa de formigó, pins de metall i un martell. La placa està dividida en cel·les 40 x 40 o 50 x 50 mm. A les cantonades de les cel·les, es perfora forats amb un punxonador i s’insereixen pins.
El producte tubular s’insereix entre els passadors i, aplicant força, es doblega. La precisió amb aquest mètode de flexió no és ideal, però fer servir la peça a casa és bastant. Per doblegar-se amb una precisió més alta, podeu utilitzar un dispositiu realitzat a base de presa.

Per tal que el lumen interior de la canonada no es deformi, apliqueu un mitjà que pugui contrarestar aquest procés des de dins. Com a limitadors interns, s’utilitza sovint sorra. Al mateix temps, s’introdueix un tap en un extrem de la canonada i s’aboca sorra a través del segon, després s’obstrueix amb un suro. A continuació, es realitza la doblega.
De vegades, el limitador és una molla creada especialment per a aquest propòsit. Per al bobinat, utilitzeu un filferro d’un diàmetre d’1 a 4 mm. La molla ha d'entrar lliurement a la canonada en el punt de corbat, deixant una part del filferro a l'exterior.
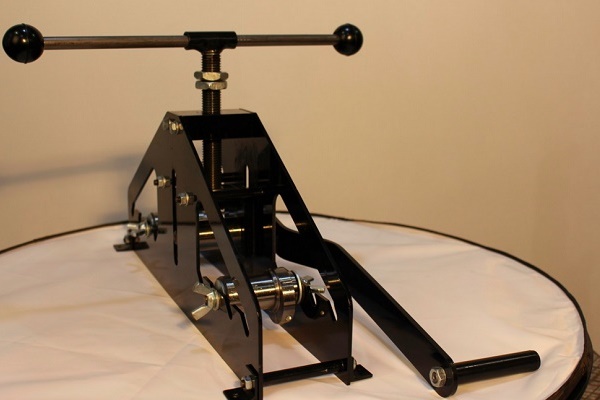
El sistema hidràulic d’eines manuals, màquines portàtils i estacionàries facilita molt el procés de flexió i accelera el procés de deformació del tub:
Després de la flexió, es treu la molla tirant del filferro. En el cas de treballar amb una canonada de secció quadrada, es selecciona un filferro amb la mateixa secció per a la fabricació de la molla.
També és adequat per a aquest propòsit un grup de filferro format per segments separats que empenyen un cap a dins al lloc del futur revolt. Un cop finalitzada l’operació, també es treuen els segments d’un en un. Podeu doblegar manualment una canonada inoxidable amb una secció de fins a 4 cm i un gruix de paret de 0,3 cm.

Per treballar amb diàmetres grans, necessiteu equipament professional. Hi ha màquines de doblar canonades equipades amb mandril. Aquest element estructural és una vareta metàl·lica ordinària.

Abans d’iniciar el procés de flexió, es col·loca a l’interior per evitar deformacions de les parets de la canonada. Els mandrils inclosos en el kit tenen una secció diferent, de manera que podeu triar l’adequat per a un determinat diàmetre de productes de canonades.
Canvi de configuració de canonades de metalls no ferrosos
Hi ha una propietat molt útil en els metalls no ferrosos: una ductilitat elevada. Tot i això, tenen una força insuficient. Durant la flexió, com a resultat de l’aplicació de forces de compressió i tracció, es pot produir un col·lapse o trencament de la canonada. Per evitar que això passi, heu de seguir estrictament la tecnologia.
Com doblegar les canonades de coure i llautó?
Per a doblegar el coure i les canonades de llautó, s'utilitzen mètodes tant calents com freds. Quan trieu el primer com a farcit intern, trieu sorra, la segona - colofí fosa. La tecnologia de flexió és la mateixa que per a les canonades d’acer.
Els productes de canonada fets de coure i llautó abans de la flexió en fred estan sotmesos a recuperat amb posterior refrigeració. El rang de temperatura dels dos materials és el mateix, de 600 a 700 ºC. La diferència està en el medi de refrigeració: el coure es posa a l'aigua i el llautó es refreda a l'aire.
Un cop finalitzat el procés, s’elimina la colofina fondent-la. Per tal d’evitar el trencament de la canonada, el procés en cap cas comença des de la meitat de la canonada, només des dels extrems. Com a dispositius de plegat, s’utilitzen eines simples i màquines-eina sofisticades.
Els dobladors manuals de canonada funcionen a causa dels esforços físics d’una persona, mentre que els dobladors hidràulics redueixen aquests esforços al mínim. Tant els uns com els altres estan equipats amb broquetes intercanviables per a la possibilitat de seleccionar el diàmetre desitjat.

És molt més fàcil treballar amb canonades de coure i llautó que amb canonades d'acer, però la deformació del metall durant la flexió es produeix segons les mateixes lleis de la física. En una porció doblada, la superfície exterior experimenta tensió, a conseqüència de la qual les parets es fan més fines.
A l’interior de la canonada es produeixen processos inversos: la paret es contrau i es fa més gruixuda. Hi ha el risc de convertir la secció circular en un oval i reduir el pas condicional, de manera que no es pot començar a doblegar sense prendre mesures per prevenir aquests fenòmens.
Tubs d'alumini per doblar
Els principals mètodes per doblegar les canonades d'alumini són els mateixos que el llautó o el coure:
- empenyent entre els rodets;
- rodar;
- rodar;
- la pressió.
Abans de decidir com i com doblegar les canonades d'alumini, heu de familiaritzar-vos amb cada una. El primer mètode s'utilitza per a canonades de parets primes amb un diàmetre de màxim 10 cm, quan cal obtenir una flexió suau amb requisits de baixa precisió. El radi mínim està estrictament regulat aquí. El seu valor és de 5-6 diàmetres de canonada.
La curvatura de la trama determina la posició del corró que es desvia. D’aquesta manera, s’elaboren sovint elements decoratius de l’interior. De la segona manera, es doblega material de canonada de gran diàmetre, per al qual s’utilitzen plegadors de canonada de 3 rodets. La canonada s’estira entre els rodets d’accionament, l’orientació dels quals determina el radi de flexió.

La precisió d’aquest mètode és fins i tot inferior a l’anterior, però es pot sotmetre a la part a doblegades repetides i a repetir el procés fins a obtenir la geometria desitjada.
La flexió de les canonades de paret prima d'alumini es pot fer manualment, prèviament preparades:
El mètode d'enrotllament no preveu la presència d'un farcit intern, per la qual cosa no s'utilitza per obtenir petits radi. Quan escolliu aquest mètode, no funcionarà per complir els requisits estrictes quant a la ovalitat de la secció al revolt.
Per a la deformació d’un tub d’alumini per pressió, s’utilitzen premses amb matrius muntades sobre elles amb una matriu de la forma desitjada. La geometria donada s’obté com a resultat de la influència de la pressió exercida des de l’exterior.
En alguns casos, la pressió pot ser interna quan la canonada es col·loca al motlle i el subministrament del fluid es fa amb una pressió suficient per pressionar-la contra les parets.
No és fàcil doblegar les canonades de duralumini, com aquest material és força dur i primaveral. Per facilitar el procés, es disparen immediatament abans de doblegar-se a una temperatura de 350 a 400 ° C, i esperen fins que les canonades es refredin naturalment a l’aire.
Mètodes de doblar canonades de gran diàmetre
Els mètodes relativament apareguts recentment són el plegat de canonades que implica corrents industrials i d’alta freqüència i la flexió amb tensió. En el primer cas, s’utilitza una instal·lació d’alt rendiment d’alta freqüència, en la qual s’escalfa, doblega i es refreda una canonada amb un diàmetre de 95 - 300 mm.
Consta de dues parts: una mecànica en forma de màquina doblegadora i una elèctrica, incloent una part elèctrica i una instal·lació d’alta freqüència.
La canonada només es deforma a la zona escalfada situada a la zona inductora. Canviar la geometria a una mida predeterminada es produeix sota la influència d’un corró que es desvia. Mitjançant aquest mètode, es pot obtenir una corba amb una curvatura de petit radi.
El doblatge mitjançant el segon mètode es realitza en màquines doblegadores, el conjunt de les quals inclou una taula rotativa. A la canonada actuen grans forces de tracció i flexió. D'aquesta manera es generen revolts corbats amb un gruix de paret constant al voltant de tota la circumferència.
El mètode s'utilitza per a doblar canonades de gran diàmetre utilitzades en l'aviació, la indústria automobilística, la construcció naval, on es plantegen demandes elevades al conducte. L'avantatge és la possibilitat de doblegar les canonades amb una paret de 2 a 4 mm a 180 º.
Les funcions són un assortiment de perfils flexible
Els productes de canonada de perfil tenen un aspecte més estètic que els seus homòlegs amb secció circular, per la qual cosa es troba sovint a les estructures domèstiques. Quan es doblega, les forces de compressió actuen sobre ell des de dins i les forces de tracció des de fora. Escolliu acuradament un mètode de flexió abans de continuar amb aquesta operació.
L’assortiment de perfil inclou canonades amb secció en forma de rectangle quadrat, oval.
Hi ha diversos matisos i no us n’has d’oblidar d’ells canonades de forma flexible a casa sense equipament especial:
- La longitud òptima de la secció doblegada per a canonades perfilades amb parets primes i una secció de fins a 2 cm és l’alçada de la canonada multiplicada per 2,5.
- Per a canonades de parets gruixudes, la longitud de la zona de flexió es determina multiplicant per tres la secció. En cas contrari, no es pot evitar l'esquerdament del material per l'exterior ni la seva deformació per l'interior.
- El valor mínim del radi de curvatura és la secció de flexió multiplicada per 2,5.
Sense considerar aquests requisits, ni tan sols es pot esperar un bon resultat. Els mètodes de flexió no difereixen dels que s’utilitzen quan es treballa amb productes amb secció circular. A més, podeu utilitzar el mètode de flexió manual amb la implementació de talls transversals, que es realitzen a tres costats de la canonada.
La longitud de talls i el seu nombre es determina mitjançant càlcul. Suposem que hi ha una canonada de 40 x 90 mm. Cal completar un torn complet, és a dir. doblar al llarg de la paret 40 mm a un angle de 180 º amb un radi de 150 mm. Primer calcular la longitud del semicercle al llarg del radi exterior:
L = (2π r: 2 = 2x 3,14 x 190): 2 = 596,6 mm
Per al radi interior, els càlculs són els mateixos:
LVL = (2 x 3,14 x 150): 2 = 471 mm.
La suma de les longituds de talls al radi interior es determina mitjançant la fórmula: Llot = L - Lin = 596,6 - 471 = 126 mm.
Desitjant fer-ho tu mateix doblador manual de canonades o màquina de doblar canonades de perfil amb les nostres pròpies mans als articles que hem proposat trobarem molta informació útil, esquemes i recomanacions útils.
Si considereu que una rectificadora pot tallar 5 mm d'ample, aleshores al pla de flexió amb una longitud de 126 mm s'obtenen 25 ranures, després de la qual cosa es doblega la canonada fins que entren en contacte les vores dels talls. Les ranures es fabriquen i es netegen les costures.

Hi ha una altra manera de doblar les canonades de perfil i rodones, però només es pot utilitzar a l’hivern. Per fer-ho, connecteu els tubs als extrems del tub, ompliu l’aigua i espereu fins que s’endureixi. La canonada es doblega, controlant el procés amb una plantilla, després s’eliminen els taps i s’elimina el líquid.
Conclusions i vídeo útil sobre el tema
Clip # 1. Apreneu a doblar una canonada amb eines improvisades d’aquest vídeo:
Clip 2. Com doblar una canonada de qualsevol secció en un cercle:
Clip # 3. Un arrebossador casolà és un element necessari a la llar:
A l'hora de realitzar reparacions o construir una casa, sovint es presenta la necessitat de doblegar la canonada (rodona o de perfil). Si el volum és petit, podeu fer-ho vosaltres mateixos. La flexió massiva dels productes de canonades només és possible amb equips especials.
Expliqueu-nos sobre com heu doblat una canonada metàl·lica amb altres efectes. Compartiu matisos tecnològics només coneguts amb els visitants del lloc. Escriviu comentaris al bloc següent, publiqueu una foto sobre el tema de l'article, feu preguntes.
 Tall de canonada a un angle: avantatges i desavantatges de diferents mètodes + exemple de treball
Tall de canonada a un angle: avantatges i desavantatges de diferents mètodes + exemple de treball  Proves de pressió de canonades metàl·liques i plàstiques: l’ordre i els matisos de l’obra
Proves de pressió de canonades metàl·liques i plàstiques: l’ordre i els matisos de l’obra  Accessoris de premsa per a canonades de plàstic: tipus, marcatge, propòsit + exemple d’instal·lació
Accessoris de premsa per a canonades de plàstic: tipus, marcatge, propòsit + exemple d’instal·lació  Com és la col·locació de canonades sense trinxera: característiques del mètode + exemple de treball
Com és la col·locació de canonades sense trinxera: característiques del mètode + exemple de treball  Tubs de polipropilè de soldadura: normes de treball i anàlisi de possibles errors
Tubs de polipropilè de soldadura: normes de treball i anàlisi de possibles errors  Substitució dels tubs del bany: una guia pas a pas per treballar
Substitució dels tubs del bany: una guia pas a pas per treballar  Quant costa connectar el gas a una casa privada: el preu de l’organització del subministrament de gas
Quant costa connectar el gas a una casa privada: el preu de l’organització del subministrament de gas  Les millors rentadores amb assecador: valoració del model i consells per al client
Les millors rentadores amb assecador: valoració del model i consells per al client  Quina és la temperatura del color de la llum i els matisos de l’elecció de la temperatura de les làmpades en funció de les vostres necessitats
Quina és la temperatura del color de la llum i els matisos de l’elecció de la temperatura de les làmpades en funció de les vostres necessitats  Substitució d’un guèiser en un apartament: documentació de substitució + normes bàsiques i requisits
Substitució d’un guèiser en un apartament: documentació de substitució + normes bàsiques i requisits {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Gran article 🙂