Stroj pro ohýbání profilových trubek: jak postavit ohýbací stroj trubek vlastními rukama

V domácnostech se stroj na ohýbání profilových trubek nepoužívá tak často, aby kupoval drahé tovární zařízení.
Když taková potřeba nastane, jednoduchý ohýbačka trubek může být provedena soukromě, poté, co se dříve rozhodlo, jaký typ tohoto designu je vhodný pro daný úkol.
V tomto článku jsou podrobně analyzovány různé typy strojů pro ohýbání trubek, jsou popsány principy jejich fungování a způsoby konstrukce.
Obsah článku:
Druhy strojů pro ohýbání profilových trubek
Existuje mnoho úprav zařízení pro změnu konfigurace profilových trubek. Důvodem je minimální poloměr ohybu. Je-li tento důležitý parametr zanedbán, dochází ke změně pevnostních charakteristik materiálu k horšímu v místě ohybu. Musíte také znát některé technologické jemnosti. ohýbání kovových trubek a brát je v úvahu při práci.
Při výběru konstrukce zohlednit materiál obrobku, průměr, tloušťku stěny.
Klasifikace ohýbacích strojů podle typu pohonu
V závislosti na typu pohonu jsou stroje určené k ohýbání jakýchkoli trubek manuální, elektromechanické a hydraulické.
Tame. Jedná se o velmi jednoduché mechanismy, které jsou k dispozici pro nezávislou výrobu i pro osobu, která není věnována složitosti práce s kovem.

Elektromechanické. Takový stroj má pohon ve formě elektrického motoru - krokový nebo konvenční, připojený prostřednictvím spodního převodu. Posledně uvedené řešení poskytuje kvalitní ohyb v důsledku správného rozdělení napětí.
Výroba zařízení není snadná, vyžaduje speciální znalosti a alespoň malou profesionalitu.

Hydraulické. Pohon v tomto modelu je ruční. Na rozdíl od jednoduché ruční konstrukce je do okruhu zahrnut hydraulický válec, který významně snižuje svalovou námahu při ohýbání.
Válečky umožňují ohýbat profilovou trubku v jakémkoli nezbytném směru. Ruční profilegib s hydraulikou s malou hmotností může ohýbat sortiment potrubí až do šířky 10 cm.

Typy ohýbaček podle způsobu instalace
V závislosti na způsobu instalace existuje rozdělení ohybů profilu. Rozlišujte mezi stacionárním, přenosným a nositelným zařízením. Stacionární stroje mohou mít podobu jednoduché betonové desky s tyčemi nebo masivního vybavení.
Kompaktní přenosné ohýbačky trubek mají podpěrný stojan, ale nositelný model nemá podpěru, je vybrán při každém použití zařízení.
Klasifikace strojů metodou ohýbání
Konstrukce ohýbačky profilů a její výkon závisí na způsobu ohýbání. Existují 3 hlavní metody ohýbání. Prvním je vytlačování, když se geometrie profilové trubky mění pomocí deformujícího válce, který působí jako razník. Matice v tomto případě chybí.
K provedení operace jsou vyžadovány 2 silné podpěry z protilehlých stran ohybu, které také slouží jako matrice. Jako takové podpory používejte otočné boty nebo válečky.
Protože síla roste postupně a neustále má kolmý směr vzhledem k trubce, způsob umožňuje získat dobrý konečný výsledek. Tuto metodu používáme pouze pro práci v malém objemu.
Druhý stiskne. K získání ohybu se používá princip lavice svěráku - trubkový segment je umístěn mezi matrici a razník.
Profily těchto profilů, aby se dosáhlo vysoce kvalitního ohybu, musí přesně opakovat geometrii součásti. A také při výpočtu je třeba vzít v úvahu zbytkovou deformaci kovu. Doma je tato metoda aplikovatelná, pokud není vyžadována velká přesnost.

Třetí - válcování - univerzální metoda používaná k ohýbání tenkostěnných i silnostěnných trubek. Ohýbání je dosaženo tažením obrobku mezi válečky - jeden otočný a dva podpěry.
Kromě výše uvedeného může být ohýbání trubek také prováděno následujícími způsoby:
Bez ohledu na zvolený design je při nezávislé výrobě stroje na ohýbání trubek nutné zohlednit doporučení odborníků. Při výběru materiálu pro lože je nutné vycházet ze skutečnosti, že tloušťka kovu by měla být alespoň 1/6 šířky profilované trubky.
Pokud tedy musíte ohnout trubku o průřezu s obdélníkem o parametrech 50 x 25 mm, pak, abyste se vyhnuli deformaci lože během ohýbání, musíte vzít kanál nebo roh o tloušťce nejméně 10 mm. Základní deska a razník s raznicí by měly být 2krát silnější.
Optimální průměr válců je minimální velikost tří sekcí. Police kanálu a úhel pro výrobu rámu by měla být 2krát a 3krát větší než šířka trubky. Pokud musíte pracovat na ohybových profilových trubkách pravoúhlého průřezu 50 x 25 mm, potřebujete kanál 100 x 10 nebo roh 150 x 10.
Vyrábíme hydraulické ohýbačky trubek
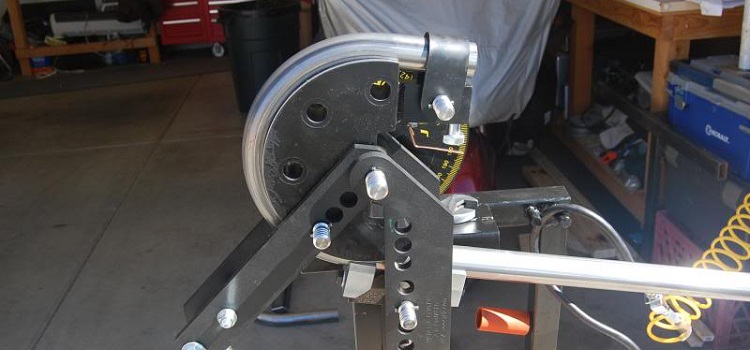
Zvažte hydraulický obráběcí stroj, kde dochází k ohýbání v důsledku toho, že středová trubka je tlačena středem s razníkem připevněným na stoupající tyč. V důsledku těsného kontaktu obrobku spočívajícího na dvou stacionárních válcích s pohyblivým razníkem má tento tvar tvar.

Pro označení pracovní plochy je položena svislá osa a ve vzdálenosti uvedené na výkresu od okraje a osy je zaznamenáno umístění spodních otvorů. Poté označte umístění horních otvorů a odstupujte od požadované vzdálenosti od okraje. Spojují přímou linii se středem těchto děr a na ní kladou stejné segmenty.
Osy mezilehlých otvorů budou v průsečíku značek vytvořených se šikmou osou. K řízení poloměru ohybu obrobku profilu jsou zapotřebí otvory na pracovní ploše. Protože pracovní plocha sestává ze dvou zrcadlených částí, je druhá značka označena stejným způsobem.
Výška stroje je určena parametry zvedáku a vzdáleností vyznačenou na výkrese symbolem „a“. Aby se ohýbala profilová trubka o šířce 15 mm, měla by se tato mezera v nečinném stavu zvedáku přibližně rovnat 20 mm.
V tomto provedení je síla přenášená razníkem soustředěna v její horní části. V důsledku tohoto efektu je vnější poloměr trubky vystaven napětí, které může způsobit ztenčení stěny a v některých případech prasknutí. Proto se tento stroj nedoporučuje používat pro deformaci tenkostěnných obrobků.
Ohýbačka trubek pro kutily
Na takovém zařízení získává obrobek daný tvar válcováním. V domácí dílně je snazší vyrobit 3-válcovou konstrukci s ručním pohonem. U těchto strojů zvažte dvě možnosti.
Možnost otočné platformy
Princip konstrukce takového stroje pro ohýbání trubek s jiným průřezem než kulatým je následující:
- Hlavní lože je prostřednictvím kloubu spojeno s rotační plošinou, která nastavuje úhel ohybu.
- Platforma je poháněna zvedákem, který na ní spočívá pracovní tyč.
- Protahování profilu se provádí otáčením držadla umístěného na prostředním hřídeli.
Pro výrobu základny stroje a stojanů je zapotřebí kanál s výškou stěny 150 až 200 mm v množství asi 3 m. Jako ložiska pro ložiska, základna válečků, je vhodná ocelová trubka s vnitřním průměrem rovným vnějšímu průměru ložisek, která je rozdělena do 6 krátkých segmentů.

Z kanálu se vytvoří základna a dvě platformy. Po odklonu od jedné strany asi 0,5 m je svislý stojan svařen ze stejného kanálu. K tomu jsou dva segmenty spárovány, aby byl stojan silný.
Přísně dodržují vodorovnou polohu, připevňují stacionární plošinu a zadní stojan je k ní přivařen. Dále vezmou část profilové trubky a zvětší omezovače s výškou, která není menší než tloušťka profilové trubky, jejíž deformace se má provádět na vyráběném stroji.
Vodicí plošina je spojena s hlavním rámem pomocí dveřních kování. Ložiska jsou upevněna na prodloužených dorazech a okrajích obou plošin svařováním a zesílením konstrukce rohy. Hřídele jsou vloženy do ložisek a ke středu je připevněna rukojeť.
Pod okraj vodicí plošiny je namontován zvedák a upevněn k základně pomocí šroubového spojení.
Montáž ohýbačky trubek s rotační plošinou se provádí v následujícím pořadí:
Tři válečkové stroje
Na tomto stroji je trubka položena na válcích umístěných po stranách. Horní pohyblivý válec se spouští na produkt shora a upevňuje jej. Dále otočte rukojetí a přes řetěz přenášejte pohyb na hřídele. Trubka se protahuje a mění svou geometrii.
Postupným zvyšováním tlaku utahováním upínacího šroubu a tažením obrobku dochází k ohýbání trubky v požadovaném úhlu.

K tomu, aby stroj pracoval podle tohoto schématu, je nutné připravit police a tvarované kovové výrobky pro rám, hřídele, 4 silné pružiny, řetěz, ložiska, upevňovací prvky a další podrobnosti. K montáži ložisek jsou zapotřebí 3 hřídele s parametry odpovídajícími řetězovým kolům a ložiskům.
Dva hřídele jsou určeny pro boční umístění a třetí (upínací) - pro zavěšení na pružinách. Tyto položky budou pravděpodobně muset být objednány v dílně a zbytek lze provést pomocí vlastních rukou.
Složení upínací hřídele zahrnuje ložiska, ozubená kola a kroužky. V prstencích je vyříznut závit pod upínacími šrouby a jsou vytvořeny drážky. V policích kanálu proveďte sedadla pod upínací hřídelí. V konečné fázi je struktura sestavena počínaje instalací rámu.
Poté je upínací hřídel na pružinách připevněných k polici pomocí klíčového spojení zavěšen.Podpěrné hřídele jsou instalovány po stranách a mezi nimi je tažena řetěz, pomocí magnetického rohu jako držáku.
Na jednom z nich, upevnění kliky s rotující trubkou, pak provedou instalaci zvedáku. Připevněte jej k plošině šrouby a svařováním.
Při montáži závěsného hřídele je dodržen určitý sled: nejprve jej namontujte na polici, k němu se přivaří matice pod pružinami, plošina se převrátí a připojí k pružinám. Je třeba poznamenat, že se zvětšující se vzdáleností mezi válci se síly vyvíjené na ohýbání zmenšují.
K sestavení ohýbačky trubek potřebujete:
Na našem webu je několik dalších článků, které podrobně popisují možnosti domácích zařízení pro ohýbání profilových trubek, doporučujeme přečíst si:
- Jak postavit ohýbačku trubek pro svou profilovou trubku sami: přehled nejlepších domácích produktů
- Jak vyrobit ohýbačku trubek vlastními rukama: příklady nejlepších domácích produktů
Jak ohýbat profilovou trubku jednoduchým způsobem?
Nejprimitivnějším zařízením pro změnu tvaru profilové trubky je použití dřevěné šablony. Lze jej použít v případě ohýbání tenkostěnných trubek z oceli nebo hliníku. Aby vytvořili takový improvizovaný stroj, vezmou desky, jakýmkoli způsobem je spojí a vystřihnou šablonu.

V bodě kontaktu s trubkou by měla být tloušťka šablony větší než výška průřezu profilové trubky o několik centimetrů. Okraj šablony je proveden se sklonem, jinak může potrubí sklouznout.
Konstrukce je vybavena zarážkou a připevněna k nějaké stabilní základně. Trubka je umístěna mezi rovinou šablony a dorazu a materiál se začíná ohýbat, počínaje okrajem trubky. Pokud zahájíte ohýbací proces od středu, může se tenkostěnná trubka vyrovnat.
Do trubky můžete vložit kovovou tyč s průměrem, který se rovná průměru trubky, nebo můžete jednoduše vzít kus trubky a položit ji na koně obrobku. V každém případě to bude výhodnější.
Další informace o ohýbání profilové trubky bez zvláštního vybavení naleznete v části tyto věci.
Ze stejného principu se vyrábějí výkonnější stroje. V tomto případě je síla vytvořena pomocí navijáku a trubka je pevně upevněna tak, aby se nerozbila.
Závěry a užitečné video na toto téma
Základní pravidla pro výrobu stroje pro zpracování tvarovaných trubek:
Ohýbačka trubek, v blízkosti konstrukce továrny:
Ze všech možností strojů pro tváření válců by měla být zvolena konstrukce nejvhodnější pro účel jejího použití. Někdy je nejjednodušší mechanismus dostačující k tomu, abyste si zajistili potřebné množství ohnutého profilu bez jakýchkoli zvláštních finančních nákladů.
Máte osobní zkušenosti s výrobou ohýbačky trubek? Možná byste mohli poskytnout užitečné informace k tématu článku a odeslat fotku vyrobeného zařízení? Prosím zanechte komentáře, podělte se o zkušenosti, zeptejte se v níže uvedeném bloku.
 Jak ohýbat profilovou trubku rukama bez speciálních nástrojů
Jak ohýbat profilovou trubku rukama bez speciálních nástrojů  Instalace trubek HDPE pro kutily: pokyny pro svařování + jak tyto trubky ohnout nebo narovnat
Instalace trubek HDPE pro kutily: pokyny pro svařování + jak tyto trubky ohnout nebo narovnat  DIY řemesla z propylenových trubek: domácí kutilství
DIY řemesla z propylenových trubek: domácí kutilství  Jak vyrobit židli z polypropylenových trubek vlastními rukama: postupné pokyny pro výrobu
Jak vyrobit židli z polypropylenových trubek vlastními rukama: postupné pokyny pro výrobu  DIY instalace měděných trubek: technologie instalace měděných trubek
DIY instalace měděných trubek: technologie instalace měděných trubek  Technologie svařování pro kutily pro polypropylenové trubky: přehled metod a nuancí
Technologie svařování pro kutily pro polypropylenové trubky: přehled metod a nuancí  Kolik stojí připojení plynu k soukromému domu: cena za organizaci dodávek plynu
Kolik stojí připojení plynu k soukromému domu: cena za organizaci dodávek plynu  Nejlepší pračky se sušičkou: hodnocení modelu a tipy pro zákazníky
Nejlepší pračky se sušičkou: hodnocení modelu a tipy pro zákazníky  Jaká je barevná teplota světla a nuance volby teploty lamp, aby vyhovovaly vašim potřebám
Jaká je barevná teplota světla a nuance volby teploty lamp, aby vyhovovaly vašim potřebám  Výměna gejzíru v bytě: náhradní papírování + základní normy a požadavky
Výměna gejzíru v bytě: náhradní papírování + základní normy a požadavky {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}