Pájení měděných trubek: postupná analýza práce a praktické příklady

Domácí mistři se snaží provádět stavební a opravárenské práce samostatně, což umožňuje nejen ušetřit rodinný rozpočet, ale také mít absolutní důvěru v kvalitní výsledek. Proto musí ovládat nové metody a technologie - například pájení měděných trubek.
Řekneme vám, jak sestavit a propojit komunikaci z měděných trubek. Zde najdete, jaké spotřební materiály a nástroje bude umělec potřebovat. Užitečné dovednosti, a to i v každodenním životě, umožní nezávislou montáž potrubí s vynikajícími provozními vlastnostmi.
Obsah článku:
Pájení mědi: Proč byste se to měli učit
Měděné potrubí se v praxi používá jen zřídka. Důvodem je poměrně vysoká cena materiálu. Měděné potrubí je však právem považováno za nejlepší.
Tento kov předčí všechny ostatní materiály v tepelné odolnosti, flexibilitě a trvanlivosti. Vytápění měděných trubek po montáži může být nalita do betonu, skrytá ve stěnách atd. Během provozu se jim nic nestane.

To je třeba vzít v úvahu při výběru materiálu pro zajištění vytápění nebo přívodu vody. S ohledem na dlouhodobý provoz jsou vyšší náklady plně kompenzovány. Kromě vynikajícího výkonu mědi je instalace velmi snadná. „Strašidelné příběhy“ o obtížích při pájení jsou často přehnané.
Měď je na pájení dostatečně jednoduchá. Jeho povrch nevyžaduje použití agresivních čisticích prostředků.Mnoho kovů s nízkou teplotou tání má vysokou přilnavost, což zjednodušuje výběr pájky.
Drahé toky mědi nejsou nutné, protože během tavení kovů nedochází k prudkým reakcím s kyslíkem. Při procesu pájení se trubka nedeformuje, její tvar a rozměry zůstávají nezměněny. Výsledný šev může být v případě potřeby rozepnut.
Způsoby pájení měděných dílů
Pájení je považováno za nejlepší způsob spojování měděných dílů. Během provozu vyplňuje roztavená pájka malou mezeru mezi prvky a vytváří spolehlivé spojení.
Nejběžnější jsou dva způsoby přípravy takových sloučenin. Jedná se o vysokoteplotní a nízkoteplotní kapilární pájení. Podívejme se, jak se od sebe liší.
Vysokoteplotní funkce
V tomto případě probíhá proces spojování prvků z mědi při teplotě vyšší než +450 stupňů. Pájkou jsou vybrané sloučeniny, jejichž základem jsou poměrně žáruvzdorné kovy: stříbro nebo měď.
Dávají silný šev, odolný vůči mechanickému poškození a vysokým teplotám. Taková sloučenina se nazývá pevná látka.

Charakteristickým znakem takzvaného tvrdého pájení je žíhání kovu, což vede k jeho změkčení. Proto, aby se minimalizovaly ztráty pevnostních charakteristik mědi, je nutné chladit hotový spoj pouze přirozeně, bez použití umělého vyfukování nebo snižování součásti do studené vody.
Pro trubky o průměru 12 až 159 mm se používá pevný spoj. Pájení za vysoké teploty se používá pro připojení plynových potrubí.
V instalatérství se používá při montáži vodovodních potrubí pro monolitické spojování částí, jejichž průměr přesahuje 28 mm. Kromě toho se takové spojení používá v případech, kdy teplota tekutiny cirkulující v trubkách může přesáhnout +120 stupňů.
Vysokoteplotní pájení se také používá pro montáž topných systémů. Jeho výhodou je možnost uspořádání vývodu z dříve namontovaného systému bez jeho předběžné demontáže.
Pájení při nízké teplotě v detailu
Měkké nebo nízkoteplotní pájení znamená spojení měděných částí, při kterých se používá teplota pod + 450 ° C. V tomto případě jsou jako pájka vybrány měkké tavitelné kovy, například cín nebo olovo.
Šířka švu vytvořeného takovým pájením se může měnit od 7 do 50 mm. Výsledná sloučenina se nazývá měkká. Je méně odolný než pevný, ale má řadu významných výhod.

Hlavní rozdíl spočívá v tom, že během procesu pájení nedochází k žíhání kovu. Jeho síla tedy zůstává stejná.
Kromě toho teplota během pájení při nízké teplotě není tak vysoká jako teplota během pájení při vysoké teplotě. Proto se považuje za bezpečnější. Takzvané měkké spoje se používají k montáži trubek malého průměru: od 6 do 108 mm.
V instalatérských připojeních s nízkou teplotou měděné trubky Používají se pro instalaci vodovodních a topných sítí, avšak za předpokladu, že teplota kapaliny, která v nich cirkuluje, je menší než +130 stupňů. U plynovodů je použití tohoto typu připojení přísně zakázáno.
Co je v tomto procesu zapotřebí?
K výrobě vysoce kvalitních spojů budete potřebovat speciální materiály a nářadí. Nejprve je zapotřebí tavidlo pro zpracování dříve vyčištěného povrchu součástí. Odstraňuje oxidy ze základny, zlepšuje roztažitelnost roztavené pájky a snižuje povrchové napětí.
Kromě toho budete také potřebovat pájka pro práci s mědí. Pro vysokoteplotní svařování je vybrán materiál, který neobsahuje olovo. Obal by měl být označen jako „bez obsahu olova“ nebo „bez obsahu olova“.
Pro pájení při nízké teplotě je vybrána pájka s nízkou teplotou tání, ve které může být přítomen cín, měď, bizmut, stříbro. Pájecí nízkoteplotní typ je k dispozici ve formě drátu 3 mm.

Pro práci budete potřebovat nástroje. Za prvé, řezačka trubek. S tím bude možné snížit podrobnosti o požadované velikosti. Je důležité zvolit vysoce kvalitní nástroj, aby se měkký materiál, kterým je měď, nezasekl.
Odstraňování otřepů vyžaduje také zkosení. Jinak nebude možné vložit jednu část do druhé. K čištění vnitřního povrchu trubek se používá také kartáč nebo kartáč.

K ohřevu měděných prvků pomocí různých nástrojů. Nejčastěji pro pájení při nízkých teplotách zvolte plynový hořáks úzkým plamenem.
Plynové zařízení v tomto případě pracuje z válce se směsí propanu a butanu nebo s čistým butanem. Jedno takové tankování stačí na 3-4 stovky kloubů.
Zařízení pracuje efektivně, když se zahřívá hořákem, trubka se během několika sekund zahřeje. Vysokoteplotní pájení se provádí za použití směsí plynů propan-kyslík nebo acetylen-vzduch.
Kromě toho lze pájení provádět pomocí speciální elektrické páječky určené pro práci s díly vyrobenými z mědi. Zařízení je schopné pracovat s tvrdými i měkkými pájkami. Páječka je připojena k síti a používá se tam, kde není možné pracovat s otevřeným ohněm. Přístroj je vybaven upínacími kleštěmi a odnímatelnými elektrodami.
Kromě těchto nástrojů pro instalaci potrubí budete potřebovat značku nebo tužku, metr, pásku, kladivo a konstrukční úroveň.
Technologie pájení
Po přípravě nástrojů a materiálů můžete zahájit proces pájení. Všechny operace provádíme v následujícím pořadí:
Odřízněte část požadované délky
K řezání měděných trubek lze použít různé nástroje. Nejčastěji používaná ruční řezačka trubek. Aby byl řez rovný, držíme trubku pouze kolmo k nástroji.
Upneme část mezi válečkem a čepelí a otočíme řezačkou trubek kolem ní. Po každé otáčce nezapomeňte dotáhnout nastavovací šroub asi o třetinu otáčky. Při použití řezačky trubek bude řez rovný, rýhování se objeví pouze uvnitř trubky.

Zároveň se však průměr produktu mírně sníží, což je nežádoucí. Pokud se obrobíte pilkou na pily, můžete se vyhnout deformaci součásti. V tomto případě však bude spousta otřepů, které bude nutné zlikvidovat, a budete muset použít šablonu pro snížení řezu.
Drcení nebo ovalizace řezu potrubí bude mít nepříjemné následky, protože nutně změní velikost montážní mezery. Jeho hodnota by měla být v rozmezí 0,02 až 0,4 mm. Pokud je mezera menší, pájka se do ní nebude moci dostat. Se zvětšením mezery se kapilární efekt nemůže projevit.
V důsledku řezání by měla být část získána s přísně válcovým koncem s minimálním řezným řezem. Odstraňte otřepy z dílu, očistěte jeho vnitřní povrch kartáčem a odmastěte jej. Podobně ořízneme druhý fragment potrubí. Bereme trubkový expandér a pomocí kladiva zvětšujeme průměr druhé trubky.

Zkontrolujeme, jak části zapadají do sebe, zkontrolujeme rozměry výsledné montážní mezery. Musí přesně odpovídat normě. Čistíme a odmastíme druhou část. Operace se provádí v celém průřezu potrubí, pamatujte na to, že délka spojení by se měla rovnat průměru dílu.
Naneste tavidlo na povrch potrubí
Podle pravidel technologie pájení měděných trubek, naneste na díly vrstvu tavidla. Bereme složení a štětcem jemně aplikujeme na vnější povrch trubky, který bude uvnitř spoje.
Operaci provádíme velmi pečlivě.Snažíme se sbírat minimální množství řešení a kompletně ho distribuovat po součásti. Nadměrný tok by neměl zůstat na povrchu.
Spojky spojujeme před pájením
Jakmile je tok aplikován na součásti, musí být spojeny. To musí být provedeno dostatečně rychle, aby se částice kontaminace nedostaly na vlhký povrch. Pokud pracujeme s kováním nebo se zvonkem, vytvoříme kompletní spojení prvků.
Chcete-li to provést, otočte je úplně. Při rotaci se díly nejen „zaklapnou“ na místo, ale také tok se rozloží co nejrovnoměrněji přes montážní mezeru.

Ponechání tavidla na částech je zakázáno, protože se jedná o agresivní chemické složení.
Pájení vodovodního kohoutku s fitinkem založeným na kompresním kroužku se provádí v následujícím pořadí:
Vznik sloučeniny při pájení při nízké teplotě
Při výrobě měkkého spoje je nutná tavná pájka a nízkoteplotní tavidlo. Pro vytápění můžete použít standardní nebo malý plynový hořák, který je naplněn směsí propanu se vzduchem nebo propanu s butanem a vzduchem. Můžete si vzít speciální elektrickou páječku.
Vezmeme hořák, zapneme ho a nasměrujeme plamen na trubkový spoj. Kontaktní místo mezi plamenem a součástí musí být neustále v pohybu. To je nezbytné, aby se prvky rovnoměrně zahřívaly. Bereme pájku a čas od času se jí dotkneme montážní mezerou. Při dostatečném zahřátí se pájka začne tavit.

Jakmile se to stane, vezmeme hořák stranou, aby pájka mohla zcela vyplnit kapilární mezeru. Pokud pájka ještě nezačala tát, pokračujte v zahřívání. Charakteristikou pájení při nízké teplotě je to, že pájka není speciálně zahřívána. Měl by tát z tepla zahřátých prvků sloučeniny.
Poté, co pájka zcela vyplní kapilární mezeru, musí se nechat vychladnout, nejlépe v přirozených podmínkách. Je třeba si uvědomit, že výsledný měkký spoj má nízkou pevnost, takže je zakázáno se ho dotýkat v horké formě.
Další důležitý bod. Při pájení je nesmírně důležité nepřehřívat měď. Jinak se tavidlo nanesené na kov zhroutí a nebude tedy schopno rozpouštět a odstraňovat oxidy, což by výrazně negativně ovlivnilo kvalitu sloučeniny.
Proto je vhodné používat tavidlo s páječným práškem. Když je teplota součásti dostatečná pro zahřátí pájky, prášek se rozpustí a bude vidět, jak kapičky taveniny září uvnitř tavidla.
Pokud je použití plamene z jakéhokoli důvodu nepřijatelné, použijí se pájecí zařízení poháněná elektřinou. Takové zařízení je sada napájení, elektrických kleští a páječky.
Postup zahřívání a následné tvorby sloučeniny pomocí páječky se neliší od výše uvedeného. Jediné upozornění: Úplné zahřátí dílů může trvat kratší dobu než při zahřívání hořákem.
Vytvoření švu při pájení vysokoteplotního typu
V procesu takového pájení se také používá plynový hořák pro ohřívání dílů. Je naplněn směsí propanu s kyslíkem nebo acetylenem se vzduchem. Je možné použít směs acetylen-kyslík.
Masters doporučuje zahřívat díly rovnoměrně a rychle. To znamená, že zahřívací proces by měl být krátký. Plyn spalující v zařízení by měl produkovat jasně modrý plamen nízké intenzity.

Hořák plynule posouváme podél budoucího připojení tak, aby topení bylo co nejrovnoměrnější. Když měď zahřeje na asi 750 ° C, získá tmavou třešňovou barvu. V tomto bodě, sloužit pájky.
Pro lepší zahřátí můžete trochu zahřát pomocí hořáku. Je však třeba si uvědomit, že pájka by se měla tavit z vyhřívaných částí připojení, a nikoli z hořáku. Ideálně je nutné zajistit spojení s minimálním ohřevem, při kterém pájka okamžitě roztaví a vyplní instalační mezeru poprvé.
Možná to nebude fungovat hned, ale jak se hromadí zkušenosti, výsledek se zlepší. Po úplném zaplnění mezery nechte připojení vychladnout. Dotek se v tuto chvíli nedoporučuje. Chlazený šev jsme pečlivě otřeli, abychom se zbavili zbytků tavidla.
Podrobná analýza technologie pájení měděných potrubí pomocí plynového hořáku uvedené v článku, jehož obsah vám doporučujeme číst.
Bezpečnost měděných trubek
Začátečníci se zajímají o to, jak správně pájet měděné trubky, ale zároveň zapomenout na bezpečnost. To nelze provést. Musíte pochopit, že měď se vyznačuje vysokou tepelnou vodivostí, takže nemůžete držet části v rukou bez jakékoli ochrany.
Nedbalost a nedbalost s montáž měděných trubek může způsobit tepelné popálení. Drobné předměty do délky 0,3 m se berou pouze s ochrannými rukavicemi nebo s kleštěmi.
Při práci s tavidlem je nutná také opatrnost. Toto je extrémně agresivní kompozice. Pokud se při pájení dostane na kůži, měli byste okamžitě přestat pracovat a omýt tok z kůže velkým množstvím mýdlové vody. Jinak se na kůži může objevit nejen tepelné, ale také chemické popálení.

Oblečení pro práci musí být také vybráno správně. Syntetické tkaniny nejsou absolutně vhodné. Umělá vlákna jsou velmi citlivá na vysoké teploty. Snadno se roztaví a rozsvítí, takže pro práci je nejlepší zvolit husté oblečení vyrobené z přírodní bavlny.
Další důležitý bod. Když jsou součásti zahřáté, tok začne hořet. Jeho páry jsou pro člověka nebezpečné. Z tohoto důvodu by měla být místnost, kde se provádí pájení měděných trubek, dobře větraná.
Zkušení řemeslníci radí těm, kteří se poprvé pájeli k první praxi na ořezávání dýmek. Praxe ukazuje, že po třech nebo čtyřech nezávisle vytvořených připojeních je již možné zahájit instalaci potrubí. V tomto případě je vhodné sestavit systém na podlahu a teprve poté pájet.
Dokončený potrubí musí být dobře opláchnuto čistou horkou vodou, aby se z vnitřku dílů odstranila pájka a tavidlo.
Hlavní chyby při pájení
Proces pájení měděných trubek je poměrně jednoduchý, ale vyžaduje určité zkušenosti. Začátečníci často dělají chyby v práci.
Zvažte hlavní:
- Výskyt vad na povrchu připojených částí.Takové nedostatky se mohou objevit v procesu řezání potrubí. Pokud je pájení provedeno přes vadu, bude šev křehký.
- Znečištění na spoji prvků. Díly musí být po řezání a čištění odmaštěny.
- Nedostatečná šířka montážní mezery. Podle pravidel by u částí s průřezem od 6 do 108 mm měly být rozměry mezery od 7 do 50 mm.
- Nedostatečné zahřívání součástí. V tomto případě nebude pájka schopna se správně spojit se základnou. Takový šev se snadno rozpadne i při nízkém zatížení.
- Tavidlo nezakrývá celý povrch potrubí. Oxidy zůstávají na povrchu součásti, což negativně ovlivňuje kvalitu švu.
- Přehřátí připojovací sekce. Vede to ke spalování toku a tvorbě oxidu a vodního kamene. V důsledku toho se kvalita připojení prudce zhoršuje.
- Zkontrolujte připojení za studena. Před kontrolou kvality švu se musíte ujistit, že potrubí vychladlo. Jinak se kloub nevyhnutelně deformuje a ztrácí pevnost.
- Ignorování bezpečnostních pravidel. Pájení se provádí při vysokých teplotách a za použití agresivních chemikálií. Vyžaduje se ochranný oděv, maska a rukavice.
Možná bude pro začínajícího mistra obtížné samostatně určit stupeň zahřívání dílů, pak stojí za to pozvat odborníka a pod jeho vedením provést první připojení.
Představí metody konstrukce topných okruhů z měděných trubek další článekcož vám doporučujeme seznámit se.
Závěry a užitečné video na toto téma
Ještě zajímavější informace o pájení měděných trubek najdete v následujících videích.
Video č. 1. Vlastnosti pájení mědi za vysokých teplot:
Video č. 2. Jak pájet měděné tvarovky:
Video č. 3. Co jsou pájecí toky:
Pájení měděných trubek sami je užitečná dovednost, která se určitě hodí pro domácího mistra. Potrubí z mědi je velmi dlouhé a bezproblémové. Vzhledem k poměrně vysokým nákladům na takové součásti může vlastní montáž výrazně ušetřit a získat kvalitní potrubí za velmi rozumnou cenu.
Máte osobní zkušenosti s připojením měděných trubek pájením? Možná znáte nuance práce? Do níže uvedeného bloku napište prosím otázky, klást otázky, podělit se o svůj názor a fotografie k tématu článku.
 Pájení polypropylenových trubek: pracovní pravidla a analýza možných chyb
Pájení polypropylenových trubek: pracovní pravidla a analýza možných chyb  Pájení měděných trubek s plynovým hořákem: užitečné tipy a kroky pro samo pájení
Pájení měděných trubek s plynovým hořákem: užitečné tipy a kroky pro samo pájení  DIY instalace měděných trubek: technologie instalace měděných trubek
DIY instalace měděných trubek: technologie instalace měděných trubek  Připojení měděných trubek: pokyny a porovnání různých instalačních technologií
Připojení měděných trubek: pokyny a porovnání různých instalačních technologií  Jak narazit do plastové trubky: funkce práce a analýza všech důležitých nuancí
Jak narazit do plastové trubky: funkce práce a analýza všech důležitých nuancí  Držák trubek z PVC: oblíbené možnosti + instrukce krok za krokem
Držák trubek z PVC: oblíbené možnosti + instrukce krok za krokem  Kolik stojí připojení plynu k soukromému domu: cena za organizaci dodávek plynu
Kolik stojí připojení plynu k soukromému domu: cena za organizaci dodávek plynu  Nejlepší pračky se sušičkou: hodnocení modelu a tipy pro zákazníky
Nejlepší pračky se sušičkou: hodnocení modelu a tipy pro zákazníky  Jaká je barevná teplota světla a nuance volby teploty lamp, aby vyhovovaly vašim potřebám
Jaká je barevná teplota světla a nuance volby teploty lamp, aby vyhovovaly vašim potřebám  Výměna gejzíru v bytě: náhradní papírování + základní normy a požadavky
Výměna gejzíru v bytě: náhradní papírování + základní normy a požadavky 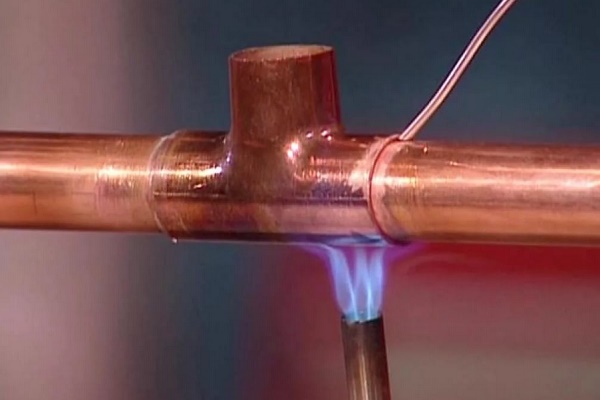{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Velmi zřídka se musím vypořádat s měděnými trubkami, je jich jen málo, kteří je používají, preferují levnější a užitečnější plasty. Ale viděl jsem takové dýmky v domech, které tvrdí, že jsou elitní. Dokonale se hodí do interiéru. A také jsem měl šanci je pájet. Z osobní zkušenosti mohu říci, že provedení této práce je nekomplikované a existují nuance.
Měď je citlivý kov, sám o sobě vám to nezpůsobí problémy. Pokud ale sami uděláte chyby, po nějaké době bude místo vašeho pájení plynout. Všem, kteří se náhle setkají s potřebou pájet měděnou trubku, řeknu v první řadě - nebuďte líní a neměňte čas na přípravné práce! Dobrý začátek je polovina bitvy.
Špatně odmastit - bude to teče. Špatné odstraňování je stejné. Za druhé: mírný, ale dostatečný tok. Budete litovat, že to teče. Přehánějte to - získejte ošklivé místo adhezí.Za třetí: příslušné teplotní podmínky. Jak přehřátí, tak přehřátí jsou stejně špatné. Obecně platí, že pokud se chystáte pájet poprvé, je nejlepší najít někde kousek měděné trubky a cvičit, jako v návrhu. Zároveň identifikujte své možné chyby.