Come vengono piegati i tubi metallici: sottigliezze tecnologiche delle prestazioni lavorative

I tubi piegati ad angolo hanno trovato applicazione nell'industria petrolifera e chimica, nell'ingegneria delle macchine e degli apparecchi. Nessun progetto architettonico o di costruzione è completo senza di essi.
Tutti i tipi di raccordi possono essere utilizzati per le curve, ma possono verificarsi perdite e talvolta questo è semplicemente inaccettabile per motivi estetici. I tubi di curvatura offrono un aspetto più attraente e un'alta affidabilità - un processo che non viola la loro integrità.
Ti diremo come piegare meglio un tubo di metallo usando la tecnologia sia fredda che calda. L'articolo che abbiamo presentato descrive le specifiche dei tubi di curvatura realizzati con vari materiali. Vengono fornite le caratteristiche di lavorare con profilo e tubi tondi ordinari.
Il contenuto dell'articolo:
Caratteristiche del processo di piegatura
Ogni metallo ha le sue caratteristiche; senza la loro considerazione, è impossibile dare una forma complessa al metallo laminato. Un tubo di curvatura è influenzato da forze radiali e tangenziali.
Il primo deforma la sezione e il secondo contribuisce alla comparsa di pieghe. Il requisito principale per il risultato finale è che la sezione trasversale del tubo deve rimanere invariata e non dovrebbero esserci ondulazioni sulle pareti. La piegatura consente di ridurre al minimo il numero di saldature durante la posa di condotte con tutti i tipi di curve.
Metodi di curvatura del tubo
In base all'angolo di piegatura richiesto, al materiale e al diametro del tubo, la piegatura può essere eseguita manualmente o utilizzando attrezzature speciali. Si distingue anche tra piegatura a caldo e a freddo, con il riempimento della cavità del tubo e senza riempirlo.

Dopo la fine del carico, si verifica un fenomeno come il molleggiamento, che è direttamente proporzionale al modulo di elasticità del materiale. L'entità della possibile deformazione dipende anche dal metodo di piegatura applicato e dalla geometria dell'oggetto.
Specifiche tecnologiche calde
Questo metodo viene scelto quando è necessario piegare un tubo con un diametro di 10 cm o più: deformare i tubi in modo caldo, manualmente o usando meccanismi. Esiste un raggio di curvatura minimo.
La lunghezza della zona del tubo, che deve essere riscaldata, è determinata in base al diametro del tubo e all'angolo di curvatura. Inoltre, l'arrotondamento non può essere inferiore al diametro dei tempi del tubo 3.
Trova la lunghezza dell'area riscaldata secondo la formula:
L = α x d / 15
Nella formula: L è la lunghezza desiderata in mm, α è l'angolo di curvatura in gradi, d è il diametro del tubo esterno in mm, 15 è il coefficiente. Supponiamo che un tubo con un diametro di 200 mm debba essere piegato con un angolo di 60 °, quindi L = 60 x 200/15 = 800 mm, cioè 4 diametri.

Per piegare il tubo, deve essere riscaldato a 900 °. La temperatura ottimale per iniziare a piegare è 760⁰ e alla fine - 720⁰C. Se bruciato, le caratteristiche di resistenza del materiale si deteriorano.
Il processo di piegatura a caldo comprende diverse operazioni:
- fare un modello;
- imballaggio di sabbia;
- marcatura della trama;
- riscaldamento;
- piegatura.
Per non deformare la sezione del tubo e sulla sua parte interna nel luogo di piegatura, i dolci non si formano, lo spazio interno è riempito di sabbia di quarzo.
La sabbia viene preliminarmente essiccata e calcinata al fine di rimuovere le impurità organiche ad una temperatura compresa tra 150 e 500 °, quindi vengono fatte passare attraverso un setaccio fine con una dimensione delle maglie di 3,3 x 3,3 mm. Prima di iniziare a riempire il tubo, è necessario collegarne un'estremità.
Come tappi, vengono utilizzati tappi di legno o di metallo con un'apertura per l'uscita dei gas. Non è possibile utilizzare sabbia fine e bagnata, come il primo è sinterizzato e aderisce saldamente alle pareti dei tubi quando esposto al calore.
Il secondo, a causa della formazione di vapore, contribuisce alla comparsa di un'elevata pressione interna, che può causare la fuoriuscita della spina.La presenza di ciottoli nell'imballaggio è inaccettabile, possono spingere attraverso la parete del tubo.
Il processo di riempimento del tubo richiede molto tempo, quindi viene trasportato alla torre e gli conferisce una posizione leggermente inclinata o verticale. Poiché la qualità della piega dipende direttamente dal sigillo di tenuta, il tubo viene continuamente sfruttato durante tutto il processo. Un suono ovattato indica un buon riempimento del pezzo.
Prima di procedere direttamente all'operazione principale, le sezioni di curve future vengono disegnate su un tubo riempito di sabbia, allegando un modello. Tubi riscaldati in forni o fornaci. Si piegano sia manualmente che meccanicamente.
In quest'ultimo caso, vengono utilizzate piastre speciali, dotate di reggispinta, con l'aiuto del quale viene fissata la sezione del tubo riscaldata e con morsetti che servono a trattenere l'estremità del tubo sulla piastra. Un cavo viene posizionato sull'estremità opposta del tubo, la cui tensione con l'aiuto di un argano o di una guglia provoca la flessione del tubo.
Per evitare che le pareti del tubo si deformino, le guarnizioni vengono posizionate nello spazio del tubo del rack - diritte o curve. L'estremità libera con un cavo collegato è fissata con un supporto. Durante il processo, controlla la geometria del tubo, applicando periodicamente un modello ad esso.
Piegando il tubo all'angolazione desiderata, i tappi vengono rimossi bruciandoli o semplicemente eliminandoli. La sabbia viene versata, il tubo viene pulito e lavato. Eseguire un test di piega finale utilizzando un modello.
Flessione a freddo
Per modificare la configurazione di tubi di piccolo diametro, vengono utilizzati vari utensili manuali, per curvatubi a grande meccanizzazione. A casa, è spesso necessario piegare acqua e gas tubi di acciaioutilizzato nel dispositivo di approvvigionamento idrico e sistemi di riscaldamento.
La flessione di un tubo sotto 90 ° è chiamata curva, 180 ° - un kalach, con una sporgenza - una trama, sotto forma di un anello - una staffa.

Per la piegatura manuale, ci sono altri dispositivi. A casa, per la fabbricazione di una serpentina per il riscaldamento dell'acqua, un tubo di acciaio inossidabile con un diametro di circa 20 mm viene semplicemente avvolto su un pezzo di tubo di grande diametro. In precedenza, una staffa veniva saldata su un tubo di grandi dimensioni, posato su supporti e bloccato.
Il tubo è ben imballato con sabbia e chiuso con tappi di sughero, quindi inserito nella staffa e inizia l'avvolgimento. La pipe utilizzata come modello deve essere fatta scorrere, quindi saranno richiesti gli sforzi di almeno due persone. Dopo aver terminato l'avvolgimento, la bobina è livellata.

Con lo strumento più semplice è possibile piegare tubi in acciaio inossidabile o altro materiale a casa. Si consiglia di fare domanda per piccole quantità di lavoro.
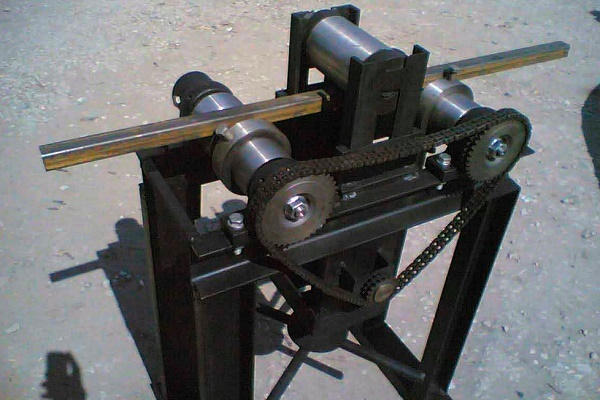
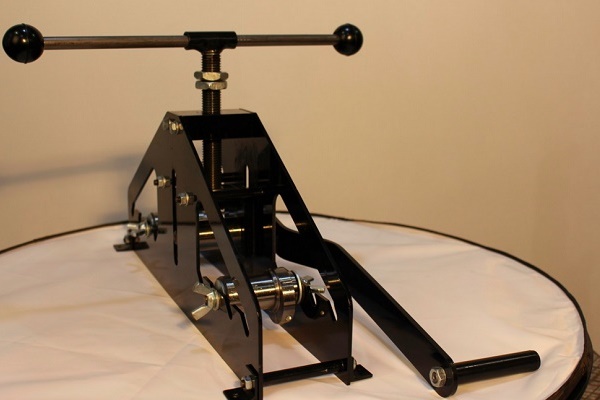
Una semplice macchina meccanica per piegare un tubo può essere costruita con le tue mani, soprattutto se hai le capacità di un saldatore e hai familiarità con la saldatrice:
Per fare una primitiva dispositivo di piegatura del tubo bisogno di una lastra di cemento, perni di metallo e un martello. La piastra è divisa in celle 40 x 40 o 50 x 50 mm. Agli angoli delle celle, i fori sono praticati con un perforatore e in essi sono inseriti dei perni.
Il prodotto tubolare viene inserito tra i perni e, applicando forza, piega. La precisione con questo metodo di piegatura non è l'ideale, ma è sufficiente utilizzare il pezzo in casa. Per piegare con maggiore precisione, è possibile utilizzare un dispositivo realizzato sulla base di un jack.

In modo che il lume interno del tubo non si deformi, applicare significa che contrastare questo processo dall'interno. Come limitatori interni, la sabbia viene utilizzata più spesso. Allo stesso tempo, una spina viene inserita in un'estremità del tubo e la sabbia viene versata attraverso la seconda, quindi viene ostruita da un tappo di sughero. Successivamente, viene eseguita la piegatura.
A volte il limitatore è una molla appositamente creata per questo scopo. Per l'avvolgimento utilizzare un filo con un diametro da 1 a 4 mm. La molla dovrebbe entrare liberamente nel tubo nel punto di piegatura, lasciando all'esterno parte del filo.
Il sistema idraulico di utensili manuali, macchine portatili e fisse facilita notevolmente il processo di piegatura e accelera il processo di deformazione del tubo:
Dopo la piegatura, la molla viene rimossa tirando il filo. Nel caso di lavorare con un tubo avente una sezione trasversale quadrata, viene selezionato un filo con la stessa sezione trasversale per la fabbricazione della molla.
Un fascio di fili costituito da segmenti separati che spingono uno verso l'interno uno alla volta nel punto della curva futura è adatto a questo scopo. Al termine dell'operazione, anche i segmenti vengono rimossi uno alla volta. È possibile piegare manualmente un tubo inossidabile con una sezione trasversale fino a 4 cm e uno spessore della parete di 0,3 cm.

Per lavorare con diametri di grandi dimensioni sono necessarie attrezzature professionali. Esistono macchine piegatubi dotate di mandrino. Questo elemento strutturale è una normale asta di metallo.

Prima di iniziare il processo di piegatura, viene posizionato all'interno per impedire la deformazione delle pareti del tubo. I mandrini inclusi nel kit hanno una sezione diversa, quindi puoi scegliere quello giusto per un certo diametro di prodotti per tubi.
Modifica della configurazione di tubi metallici non ferrosi
Esiste una proprietà molto utile nei metalli non ferrosi: elevata duttilità. Tuttavia, hanno una forza insufficiente. Durante la flessione, a seguito dell'applicazione di forze di compressione e trazione, possono verificarsi collassi o rotture del tubo. Per evitare che ciò accada, è necessario seguire rigorosamente la tecnologia.
Come piegare tubi in rame e ottone?
Per la piegatura di tubi in rame e in ottone, vengono utilizzati sia metodi caldi che freddi. Quando si sceglie il primo come riempitivo interno, scegliere la sabbia, il secondo - colata fusa. La tecnologia di piegatura è la stessa dei tubi in acciaio.
I prodotti in tubi di rame e ottone prima della piegatura a freddo sono soggetti a ricottura con successivo raffreddamento. L'intervallo di temperatura per entrambi i materiali è lo stesso - da 600 a 700 ° C. La differenza sta nel mezzo di raffreddamento: il rame viene posto nell'acqua e l'ottone viene raffreddato nell'aria.
Dopo il completamento del processo, la colofonia viene rimossa fondendolo. Al fine di prevenire la rottura del tubo, il processo non inizia in nessun caso dal centro del tubo, solo dalle estremità. Come dispositivi di piegatura, vengono utilizzati sia strumenti semplici che sofisticate macchine utensili.
Le curvatubi manuali funzionano a causa degli sforzi fisici di una persona, mentre le piegatrici idrauliche riducono al minimo questi sforzi. Sia quelli che altri sono dotati di ugelli intercambiabili per la possibilità di selezionare il diametro desiderato.

È molto più facile lavorare con tubi in rame e ottone che con tubi in acciaio, ma la deformazione del metallo durante la flessione avviene secondo le stesse leggi della fisica. Su una parte piegata, la superficie esterna subisce tensione, a seguito della quale le pareti diventano più sottili.
All'interno del tubo si verificano processi inversi: il muro si contrae e diventa più spesso. Esiste il rischio di trasformare la sezione trasversale circolare in un ovale e ridurre il passaggio condizionale, quindi non è possibile iniziare a piegare senza prendere misure per prevenire questi fenomeni.
Curvatura di tubi in alluminio
I metodi principali per piegare i tubi in alluminio sono gli stessi di ottone o rame:
- spingendo tra i rulli;
- rotolamento;
- rotolare via;
- la pressione.
Prima di decidere come e come piegare i tubi in alluminio, è necessario familiarizzare con ciascuno di essi. Il primo metodo viene utilizzato per tubi a parete sottile con un diametro massimo di 10 cm, quando è necessario ottenere una curva delicata con requisiti di precisione ridotti. Il raggio minimo è rigorosamente regolato qui. Il suo valore è di 5-6 diametri di tubo.
La curvatura del diagramma determina la posizione del rullo deflettore. In questo modo, gli elementi decorativi degli interni sono spesso realizzati. Nel secondo modo, viene piegato materiale per tubi di grande diametro, per il quale vengono utilizzati piegatori per tubi a 3 rulli. Il tubo viene tirato tra i rulli di trasmissione, il cui orientamento determina il raggio di curvatura.

L'accuratezza di questo metodo è persino inferiore a quella precedente, ma la parte può essere soggetta a ripetute flessioni e ripetizioni del processo fino ad ottenere la geometria desiderata.
La piegatura di tubi in alluminio a parete sottile può essere eseguita manualmente, previa preparazione adeguata:
Il metodo di rollback non prevede la presenza di un riempitivo interno, quindi non viene utilizzato per ottenere piccoli raggi. Quando si sceglie questo metodo, non funzionerà per soddisfare i severi requisiti riguardanti l'ovalità della sezione in curva.
Per la deformazione di un tubo di alluminio mediante pressione, vengono utilizzate presse con matrici montate su di esse con una matrice della forma desiderata. La geometria data è ottenuta come conseguenza dell'influenza della pressione esercitata dall'esterno.
In alcuni casi, la pressione può essere interna quando il tubo viene inserito nello stampo e il fluido viene alimentato all'interno con una pressione sufficiente per premerlo contro le pareti.
Non è facile piegare i tubi in duralluminio, come questo materiale è piuttosto duro ed elastico. Per facilitare il processo, vengono licenziati immediatamente prima di piegarsi a una temperatura da 350 a 400 ° C, quindi attendono che i tubi siano raffreddati naturalmente all'aria.
Metodi di piegatura di tubi di grande diametro
Metodi relativamente recentemente apparsi sono la curvatura del tubo che coinvolge correnti industriali e ad alta frequenza e la flessione con tensione. Nel primo caso, viene utilizzata un'installazione ad alta frequenza ad alte prestazioni, in cui un tubo con un diametro di 95 - 300 mm viene riscaldato, piegato e raffreddato.
Si compone di due parti: una meccanica sotto forma di una macchina piegatrice e una elettrica, inclusa una parte elettrica e un'installazione ad alta frequenza.
Il tubo viene deformato solo nell'area riscaldata situata nella zona dell'induttore. La modifica della geometria in una dimensione predeterminata si verifica sotto l'influenza di un rullo deflettore. Questo metodo può essere utilizzato per piegare con un piccolo raggio di curvatura.
La piegatura con il secondo metodo viene eseguita su macchine piegatrici, il cui set comprende una tavola rotante. Grandi forze di trazione e flessione agiscono sul tubo. Questo ti dà curve ripide con uno spessore costante delle pareti attorno all'intera circonferenza.
Il metodo viene utilizzato per la piegatura di tubi di grande diametro utilizzati nell'aviazione, nell'industria automobilistica, nella costruzione navale, dove vengono poste elevate richieste sulla tubazione. Il vantaggio è la possibilità di piegare i tubi con una parete da 2 - 4 mm a 180 °.
Le caratteristiche sono un assortimento di profili flessibile
I prodotti per tubi profilati hanno un aspetto più estetico rispetto alle loro controparti con una sezione trasversale circolare, quindi spesso si trovano nelle strutture domestiche. Durante la flessione, le forze di compressione agiscono su di esso dall'interno e le forze di trazione dall'esterno. Scegliere attentamente un metodo di piegatura prima di procedere con questa operazione.
L'assortimento del profilo comprende tubi con una sezione trasversale a forma di quadrato, ovale, rettangolo.
Ci sono diverse sfumature e non dovresti dimenticartene quando lo fai tubi sagomati flessibili a casa senza attrezzatura speciale:
- La lunghezza ottimale della sezione piegata per tubi profilati con pareti sottili e una sezione fino a 2 cm è l'altezza del tubo moltiplicata per 2,5.
- Per tubi con pareti spesse, la lunghezza della zona di curvatura viene determinata moltiplicando la sezione per tre. Altrimenti, non è possibile evitare la rottura del materiale dall'esterno o la sua deformazione dall'interno.
- Il valore minimo del raggio di curvatura è la sezione di curvatura moltiplicata per 2,5.
Senza considerare questi requisiti, non puoi nemmeno sperare in un buon risultato. I metodi di piegatura non differiscono da quelli utilizzati quando si lavora con prodotti a sezione circolare. Inoltre, è possibile utilizzare il metodo di piegatura manuale con l'implementazione di tagli trasversali, che vengono eseguiti su tre lati del tubo.
La lunghezza dei tagli e il loro numero sono determinati dal calcolo. Supponiamo che ci sia un tubo 40 x 90 mm. È necessario completare un giro completo, ad es. piegare lungo il muro di 40 mm con un angolo di 180 ° con un raggio di 150 mm. Innanzitutto, calcola la lunghezza del semicerchio lungo il raggio esterno:
L = (2π r: 2 = 2x 3,14 x 190): 2 = 596,6 mm
Per il raggio interno, i calcoli sono gli stessi:
LVN. = (2 x 3,14 x 150): 2 = 471 mm.
La somma delle lunghezze dei tagli sul raggio interno è determinata dalla formula: Lout = L - Lin = 596.6 - 471 = 126 mm.
Volendo farlo da soli curvatubi manuale o piegatrice per tubi profilati con le nostre mani negli articoli che abbiamo proposto troverai molte informazioni utili, diagrammi e raccomandazioni utili.
Se si considera che una smerigliatrice può tagliare 5 mm di larghezza, quindi sul piano di piegatura con una lunghezza di 126 mm si ottengono 25 fessure, dopo di che il tubo viene piegato fino a quando i bordi dei tagli vengono a contatto. Le fessure vengono prodotte e le cuciture vengono pulite.

Esiste un altro modo per piegare il profilo e i tubi tondi, ma può essere utilizzato solo in inverno. Per fare ciò, collegare i tubi alle estremità del tubo, riempire l'acqua e attendere che si indurisca. Il tubo viene piegato, controllando il processo con un modello, quindi i tappi vengono rimossi e il liquido rimosso.
Conclusioni e video utili sull'argomento
Clip n. 1. Scopri come piegare una pipa usando strumenti improvvisati da questo video:
Clip n. 2. Come piegare un tubo di qualsiasi sezione in un cerchio:
Clip n. 3. Una curvatubi fatta in casa è una cosa necessaria in casa:
Quando si eseguono riparazioni o si costruisce una casa, spesso sorge la necessità di piegare il tubo - rotondo o profilo. Se il volume è piccolo, puoi farlo da solo. La flessione in serie di prodotti per tubi è possibile solo con attrezzature speciali.
Raccontaci di come hai piegato un tubo di metallo per una serra o altri scopi. Condividi le sfumature tecnologiche conosciute solo da te con i visitatori del sito. Si prega di scrivere commenti nel blocco sottostante, pubblicare una foto sull'argomento dell'articolo, porre domande.
 Taglio del tubo ad angolo: vantaggi e svantaggi di metodi diversi + esempio di lavoro
Taglio del tubo ad angolo: vantaggi e svantaggi di metodi diversi + esempio di lavoro  Prove di pressione su tubi in metallo-plastica: l'ordine e le sfumature dell'opera
Prove di pressione su tubi in metallo-plastica: l'ordine e le sfumature dell'opera  Raccordi a pressare per tubi di plastica: tipi, marcatura, scopo + esempio di installazione
Raccordi a pressare per tubi di plastica: tipi, marcatura, scopo + esempio di installazione  Come si posa in trincea: caratteristiche del metodo + esempio di lavoro
Come si posa in trincea: caratteristiche del metodo + esempio di lavoro  Saldatura di tubi in polipropilene: regole di lavoro e analisi di possibili errori
Saldatura di tubi in polipropilene: regole di lavoro e analisi di possibili errori  Sostituzione dei tubi del bagno: una guida dettagliata al lavoro
Sostituzione dei tubi del bagno: una guida dettagliata al lavoro  Quanto costa collegare il gas a una casa privata: il prezzo dell'organizzazione della fornitura di gas
Quanto costa collegare il gas a una casa privata: il prezzo dell'organizzazione della fornitura di gas  Le migliori lavatrici con asciugatrice: valutazione del modello e consigli per i clienti
Le migliori lavatrici con asciugatrice: valutazione del modello e consigli per i clienti  Qual è la temperatura di colore della luce e le sfumature della scelta della temperatura delle lampade in base alle proprie esigenze
Qual è la temperatura di colore della luce e le sfumature della scelta della temperatura delle lampade in base alle proprie esigenze  Sostituzione di un geyser in un appartamento: documenti sostitutivi + norme e requisiti di base
Sostituzione di un geyser in un appartamento: documenti sostitutivi + norme e requisiti di base {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Ottimo articolo 🙂