Machine voor het buigen van een profielpijp: hoe u met uw eigen handen een pijpbuigmachine kunt bouwen

In huishoudens wordt een profielbuigmachine niet zo vaak gebruikt om dure, in de fabriek gemaakte apparatuur te kopen.
Wanneer een dergelijke behoefte zich voordoet, kan een eenvoudige pijpenbuiger privé worden gedaan, nadat eerder is besloten welk type ontwerp geschikt is voor de taak.
In dit artikel worden verschillende soorten machines voor het buigen van buizen in detail geanalyseerd, worden de principes van hun werking en constructiemethoden beschreven.
De inhoud van het artikel:
Soorten machines voor het buigen van een profielpijp
Er zijn veel aanpassingen aan apparatuur voor het wijzigen van de configuratie van profielpijpen. Dit komt door de minimale buigradius. Als deze belangrijke parameter wordt verwaarloosd, treedt er een verandering in de sterktekenmerken van het materiaal op de bochtplaats op. Je moet ook een aantal technologische subtiliteiten kennen. buigen van metalen buizen en houd daar rekening mee tijdens het werk.
Bij het kiezen van een ontwerp om rekening te houden met het materiaal van het werkstuk, diameter, wanddikte.
Classificatie van buigmachines naar aandrijftype
Afhankelijk van het type aandrijving zijn machines die zijn ontworpen voor het buigen van pijpen handmatig, elektromechanisch en hydraulisch.
Tamme. Dit zijn uiterst eenvoudige mechanismen die beschikbaar zijn voor onafhankelijke fabricage, zelfs voor een persoon die niet is toegewijd aan de fijne kneepjes van het werken met metaal.

Elektromechanisch. Zo'n machine heeft een aandrijving in de vorm van een elektromotor - een stepper of conventioneel, verbonden via een lagere versnelling. Deze laatste oplossing zorgt voor een hoogwaardige buiging dankzij de juiste spanningsverdeling.
Het apparaat is niet eenvoudig te produceren, het vereist speciale kennis en op zijn minst een beetje professionaliteit.

Hydraulisch. De aandrijving in dit model is handmatig. In tegenstelling tot een eenvoudige handmatige constructie, is er een hydraulische cilinder in het circuit opgenomen, die de spierkracht tijdens het buigen aanzienlijk vermindert.
Rollers geven de kans om een profielbuis in elke gewenste richting te buigen. De handmatige profilegib met hydrauliek met zijn geringe gewicht kan het buizenassortiment tot 10 cm breed buigen.

Soorten buigers naar installatiemethode
Er is een indeling van profielbochten en afhankelijk van de installatiemethode. Maak onderscheid tussen stationaire, draagbare en draagbare apparatuur. Stationaire machines kunnen de vorm aannemen van een eenvoudige betonplaat met staven of solide apparatuur.
Compacte draagbare buigmachines hebben een steunstandaard, maar het draagbare model heeft geen steun, het wordt elke keer dat u de apparatuur gebruikt geselecteerd.
Classificatie van machines door de methode van buigen
Het ontwerp van de profielbuigmachine en de prestaties zijn afhankelijk van de manier van buigen. Er zijn 3 belangrijke buigmethoden. De eerste is extrusie, wanneer de geometrie van de profielpijp wordt gewijzigd met een vervormingsrol die als een pons werkt. De matrix is in dit geval afwezig.
Om de bewerking uit te voeren, zijn 2 sterke steunen nodig aan weerszijden van de bocht, die ook als matrix dienen. Als zodanig gebruiken steunen draaischoenen of rollen.
Aangezien de kracht geleidelijk toeneemt en constant een loodrechte richting heeft ten opzichte van de buis, maakt de methode het mogelijk om een goed eindresultaat te verkrijgen. We passen de methode alleen toe voor werk in een klein volume.
De tweede is dringend. Om een bocht te verkrijgen, wordt het principe van een bankschroef gebruikt: tussen de matrijs en de pons wordt een buissegment geplaatst.
De profielen van de laatste moeten, om een hoogwaardige buiging te verkrijgen, de geometrie van het onderdeel exact herhalen. En ook bij de berekening moet rekening worden gehouden met de resterende vervorming van het metaal. Thuis is deze methode toepasbaar wanneer grote nauwkeurigheid niet vereist is.

De derde - rollen - een universele methode die wordt gebruikt voor het buigen van zowel dunwandige als dikwandige buizen. Buigen wordt verkregen door het werkstuk tussen de rollen te trekken - één roterend en twee ondersteunend.
Naast het bovenstaande kan het buigen van buizen ook op de volgende manieren worden uitgevoerd:
Ongeacht het gekozen ontwerp, bij de onafhankelijke fabricage van een machine voor het buigen van buizen, moet rekening worden gehouden met de aanbevelingen van specialisten. Bij het kiezen van materiaal voor het bed moet worden uitgegaan van het feit dat de dikte van het metaal minstens 1/6 van de breedte van de geprofileerde buis moet zijn.
Dus als u een buis moet buigen met een doorsnede met een rechthoek met parameters 50 x 25 mm, moet u om een vervorming van het bed tijdens het buigen te voorkomen, een kanaal of een hoek nemen met een dikte van minimaal 10 mm. De grondplaat en pons met een matrijs moeten 2 keer dikker zijn.
De optimale diameter van de rollen is een minimum van driedubbele secties. De plank van het kanaal en de hoek die is genomen voor de fabricage van het frame moeten respectievelijk 2 en 3 keer de breedte van de buis zijn. Als u moet werken aan het buigen van profielbuizen met een rechthoekige doorsnede van 50 x 25 mm, heeft u een kanaal 100 x 10 of een hoek van 150 x 10 nodig.
We maken een hydraulische pijpenbuiger
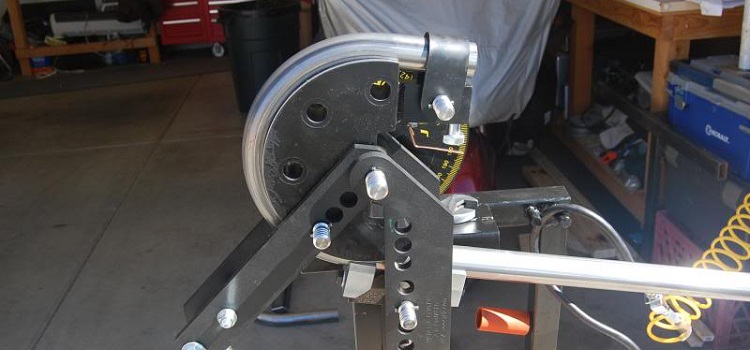
Overweeg een hydraulische werktuigmachine, waarbij buiging optreedt doordat de middenpijp door het midden wordt geduwd met een stempel die op een stijgende stang is bevestigd. Door nauw contact van het werkstuk, rustend op twee stationaire rollen, met een beweegbare stempel, krijgt deze laatste zijn vorm.

Voor het markeren van het werkoppervlak wordt een verticale as gelegd en op de afstand die op de tekening is aangegeven vanaf de rand en as, wordt de locatie van de onderste gaten genoteerd. Markeer vervolgens de locatie van de bovenste gaten en trek de gewenste afstand van de rand af. Ze verbinden een rechte lijn met het midden van deze gaten en leggen er gelijke segmenten op.
De assen van de tussenliggende gaten bevinden zich op het snijpunt van de markeringen die zijn gemaakt met de hellende as. Gaten op het werkoppervlak zijn nodig om de buigradius van het profielwerkstuk te regelen. Omdat het werkoppervlak uit twee gespiegelde delen bestaat, wordt het tweede op dezelfde manier gemarkeerd.
De hoogte van de machine wordt bepaald door de parameters van de krik en de afstand aangegeven in de tekening door het symbool "a". Om een profielpijp met een breedte van 15 mm te buigen, moet deze opening in niet-werkende toestand van de krik ongeveer gelijk zijn aan 20 mm.
In dit ontwerp is de kracht die wordt overgebracht door de pons geconcentreerd in het bovenste deel. Als gevolg van dit effect wordt de buitenste straal van de buis onder spanning gezet, wat kan leiden tot dunner worden van de muur en in sommige gevallen tot scheuren. Daarom wordt deze machine niet aanbevolen voor het vervormen van dunwandige werkstukken.
DIY pijpenbuiger
Bij dergelijke apparatuur neemt het werkstuk door walsen een bepaalde vorm aan. In een thuiswerkplaats is het gemakkelijker om een constructie met 3 rollen te maken met een handmatige aandrijving. Overweeg twee opties voor dergelijke machines.
Rotary Platform Option
Het constructieprincipe van een dergelijke machine voor het buigen van buizen met een andere dan een ronde doorsnede is als volgt:
- Het hoofdbed is via een scharnier verbonden met een roterend platform, dat de buighoek instelt.
- Het platform wordt aangedreven door een krik die erop rust door de werkstang.
- Het profileren van profielen wordt uitgevoerd door rotatie van de handgreep op de tussenas.
Voor de fabricage van de machinebasis en rekken is een kanaal nodig met een wandhoogte van 150 tot 200 mm in een hoeveelheid van ongeveer 3 m. Een stalen buis met een binnendiameter gelijk aan de buitendiameter van de lagers, die is verdeeld in 6 korte segmenten, is geschikt als lagers voor de lagers, de basis van de rollen.

Van het kanaal worden de basis en twee platforms gemaakt. Na ongeveer 0,5 m van een zijde te zijn vertrokken, wordt een verticale standaard uit hetzelfde kanaal gelast. Om dit te doen, worden twee segmenten gekoppeld om de standaard sterk te maken.
Ze houden zich strikt aan de horizontale positie en monteren een stationair platform en het achterrek wordt eraan vastgelast. Vervolgens nemen ze een deel van de profielpijp en vergroten de begrenzers met een hoogte van niet minder dan de dikte van de profielpijp, waarvan de vervorming zou moeten worden uitgevoerd op de machine die wordt vervaardigd.
Het geleideplatform is door middel van deurscharnieren met het hoofdframe verbonden. Lagers worden op de verlengde aanslagen en randen van beide platforms gemonteerd door middel van lassen en versterken de structuur met hoeken. De assen worden in de lagers gestoken en in het midden is een handvat bevestigd.
Een krik wordt onder de rand van het geleideplatform gemonteerd en met een boutverbinding aan de basis bevestigd.
Het monteren van een pijpenbuiger met een roterend platform wordt in de volgende volgorde uitgevoerd:
Drie Roller Rolling Machine
Bij deze machine wordt de buis op rollen aan de zijkanten gelegd. De bovenste beweegbare rol wordt van boven op het product neergelaten en op deze manier vastgezet. Draai vervolgens de hendel en breng de beweging door de ketting over naar de assen. De buis strekt zich uit en verandert van geometrie.
Door de druk geleidelijk op te voeren door de klembout vast te draaien en aan het werkstuk te trekken, bereiken ze een buiging van de buis onder de vereiste hoek.

Om een machine volgens dit schema te laten werken, is het noodzakelijk om een plank en gevormde metalen producten voor het frame, assen, 4 sterke veren, een ketting, lagers, bevestigingsmiddelen en andere details voor te bereiden. Om de lagers te monteren zijn 3 assen nodig met parameters die overeenkomen met de tandwielen en lagers.
Twee assen zijn ontworpen voor zijdelingse plaatsing en de derde (klemming) - voor ophanging aan veren. Deze items moeten hoogstwaarschijnlijk in de werkplaats worden besteld en de rest kan met uw eigen handen worden gedaan.
De samenstelling van de klemas omvat lagers, tandwielen en ringen. In de ringen wordt de draad onder de klembouten doorgesneden en worden groeven gemaakt. In de planken van het kanaal zitten stoelen onder de klemas. In de laatste fase wordt de constructie geassembleerd, te beginnen met de installatie van het frame.
Daarna wordt de klemas op de veren die door middel van een sleutelverbinding aan de plank zijn bevestigd, opgehangen.Steunassen zijn aan de zijkanten geïnstalleerd en daartussen wordt een ketting getrokken, met een magnetische hoek als houder.
Op een van hen, het handvat met een roterende buis bevestigen, voeren ze de installatie van de krik uit. Bevestig het op het platform met bouten en lassen.
Bij het installeren van de ophangas wordt een bepaalde volgorde in acht genomen: installeer deze eerst op de plank, moeren onder de veren worden eraan gelast, het platform wordt omgedraaid en verbonden met de veren. Opgemerkt moet worden dat met toenemende afstand tussen de rollen, de krachten die worden uitgeoefend om te buigen, afnemen.
Om een rollende pijpenbuiger te monteren heeft u nodig:
Op onze site zijn er nog een aantal artikelen die in detail opties beschrijven voor zelfgemaakte apparaten voor het buigen van profielbuizen, we raden u aan om te lezen:
- Hoe u zelf een pijpenbuiger voor uw profielpijp kunt bouwen: een overzicht van de beste zelfgemaakte producten
- Hoe maak je een pijpenbuiger met je eigen handen: voorbeelden van de beste zelfgemaakte producten
Hoe een profielpijp op een eenvoudige manier buigen?
Het meest primitieve apparaat om de vorm van een profielpijp te veranderen, is het gebruik van een houten sjabloon. Het kan worden gebruikt bij het buigen van dunwandige buizen van staal of aluminium. Om zo'n geïmproviseerde machine te maken, nemen ze planken, bevestigen ze op welke manier dan ook en snijden ze de sjabloon uit.

Op het contactpunt met de buis moet de dikte van de sjabloon enkele centimeters groter zijn dan de doorsnedehoogte van de profielpijp. De rand van de sjabloon wordt uitgevoerd met een helling, anders kan de buis wegglijden.
Het ontwerp is uitgerust met een stop en bevestigd aan een stabiele basis. De buis wordt tussen het vlak van de sjabloon en de aanslag geplaatst en het materiaal begint te buigen vanaf de rand van de buis. Als u het buigproces vanuit het midden start, kan de dunwandige buis plat worden.
U kunt een metalen staaf in de buis steken met een diameter die gelijk is aan de boring van de buis, of u kunt gewoon een stuk buis nemen en deze op het paard van het werkstuk plaatsen. In ieder geval zal het handiger zijn.
Lees voor meer informatie over het buigen van een profielpijp zonder speciale apparatuur dit spul.
Volgens hetzelfde principe worden krachtigere machines gemaakt. In dit geval wordt de kracht gecreëerd met behulp van een lier en wordt de buis sterker vastgezet zodat deze niet breekt.
Conclusies en nuttige video over het onderwerp
De basisregels voor de vervaardiging van een machine voor het verwerken van gevormde buizen:
Pijpbuigmachine, dicht bij fabrieksontwerp:
Van alle opties voor rolvormmachines moet het ontwerp worden gekozen dat het meest geschikt is voor het gebruik ervan. Soms is het eenvoudigste mechanisme voldoende om uzelf van de benodigde hoeveelheid gebogen profiel te voorzien zonder speciale financiële kosten.
Heeft u persoonlijke ervaring met het bouwen van een pijpenbuigmachine? Misschien kunt u nuttige informatie geven over het onderwerp van het artikel en een foto plaatsen van het gemaakte apparaat? Laat alstublieft opmerkingen achter, deel ervaringen, stel vragen in het onderstaande blok.
 Hoe u een profielpijp met uw eigen handen kunt buigen zonder speciaal gereedschap
Hoe u een profielpijp met uw eigen handen kunt buigen zonder speciaal gereedschap  DIY-installatie van HDPE-buizen: lasinstructies + hoe dergelijke buizen te buigen of recht te maken
DIY-installatie van HDPE-buizen: lasinstructies + hoe dergelijke buizen te buigen of recht te maken  DIY-ambachten van propyleenpijpen: doe-het-zelfgemaakte opties
DIY-ambachten van propyleenpijpen: doe-het-zelfgemaakte opties  Hoe u met uw eigen handen een stoel kunt maken van polypropyleen buizen: stapsgewijze instructies voor productie
Hoe u met uw eigen handen een stoel kunt maken van polypropyleen buizen: stapsgewijze instructies voor productie  DIY koperen buisinstallatie: koperen buisinstallatietechnologie
DIY koperen buisinstallatie: koperen buisinstallatietechnologie  DIY-lastechnologie voor polypropyleen buizen: een overzicht van methoden en nuances
DIY-lastechnologie voor polypropyleen buizen: een overzicht van methoden en nuances  Hoeveel kost het om gas op een privéwoning aan te sluiten: de prijs voor het organiseren van de gasvoorziening
Hoeveel kost het om gas op een privéwoning aan te sluiten: de prijs voor het organiseren van de gasvoorziening  De beste wasmachines met droger: modelbeoordeling en klantentips
De beste wasmachines met droger: modelbeoordeling en klantentips  Wat is de kleurtemperatuur van het licht en de nuances bij het kiezen van de temperatuur van de lampen om aan uw behoeften te voldoen
Wat is de kleurtemperatuur van het licht en de nuances bij het kiezen van de temperatuur van de lampen om aan uw behoeften te voldoen  Vervanging van een geiser in een appartement: vervangend papierwerk + basisnormen en eisen
Vervanging van een geiser in een appartement: vervangend papierwerk + basisnormen en eisen {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}