Hoe metalen buizen worden gebogen: technologische subtiliteiten van werkprestaties

Schuin gebogen buizen zijn toegepast in de olie- en chemische industrie, machine- en apparatenbouw. Geen enkel architecturaal of bouwproject is compleet zonder deze.
Alle soorten hulpstukken kunnen worden gebruikt voor bochten, maar dan kunnen er lekken ontstaan, en soms is dit om esthetische redenen gewoonweg onaanvaardbaar. Buigen van buizen zorgt voor een aantrekkelijker uiterlijk en hoge betrouwbaarheid - een proces dat hun integriteit niet schendt.
We zullen u vertellen hoe u een metalen buis het beste kunt buigen met zowel koude als warme technologie. Het artikel dat we presenteerden, beschrijft de specifieke kenmerken van buigbuizen gemaakt van verschillende materialen. De kenmerken van het werken met profiel en gewone ronde buizen worden gegeven.
De inhoud van het artikel:
Kenmerken van het buigproces
Elk metaal heeft zijn eigen kenmerken; zonder hun overweging is het onmogelijk om gewalst metaal een complexe vorm te geven. Een buigbuis wordt beïnvloed door radiale en tangentiële krachten.
De eerste vervormen de sectie en de laatste dragen bij aan het verschijnen van vouwen. De belangrijkste vereiste voor het eindresultaat is dat de buisdoorsnede ongewijzigd blijft en dat er geen golvingen op de muren mogen zijn. Door buigen kunt u het aantal lassen tot een minimum beperken bij het leggen van pijpleidingen met allerlei soorten bochten.
Buigmethodes
Op basis van de vereiste buighoek, materiaal en diameter van de buis kan het buigen handmatig of met speciale apparatuur gebeuren. Er wordt ook onderscheid gemaakt tussen warm en koud buigen, met het vullen van de buisholte en zonder deze te vullen.

Na het beëindigen van de belasting treedt een fenomeen op zoals vering, dat recht evenredig is met de elasticiteitsmodulus van het materiaal. De omvang van de mogelijke vervorming hangt ook af van de toegepaste buigmethode en de geometrie van het object.
Hot technologie-specificaties
Deze methode wordt gekozen wanneer het nodig is om een buis met een diameter van 10 cm of meer te buigen. Buizen op een warme manier vervormen, hetzij handmatig of met behulp van mechanismen. Er bestaat zoiets als een minimale buigradius.
De lengte van de zone van de buis, die moet worden verwarmd, wordt bepaald op basis van de diameter van de buis en de buighoek. Bovendien mag de afronding niet kleiner zijn dan de diameter van de pijptijden 3.
Zoek de lengte van het verwarmde gebied volgens de formule:
L = α x d / 15
In de formule: L is de gewenste lengte in mm, α is de buighoek in graden, d is de diameter van de buis buiten in mm, 15 is de coëfficiënt. Stel dat een buis met een diameter van 200 mm onder een hoek van 60 ° moet worden gebogen, dan L = 60 x 200/15 = 800 mm, d.w.z. 4 diameters.

Om de buis te buigen, moet deze worden verwarmd tot 900⁰. De optimale temperatuur om te beginnen met buigen is 760⁰ en uiteindelijk - 720⁰C. Bij verbranding gaan de sterkte-eigenschappen van het materiaal achteruit.
Het proces van warm buigen omvat verschillende bewerkingen:
- een sjabloon maken;
- zand verpakking;
- plotmarkering;
- verwarming;
- buigen.
Om het pijpgedeelte niet te vervormen en op het binnenste deel ervan op de plaats van buiging, vormen zich geen snoepjes, de binnenruimte is gevuld met kwartszand.
Het zand wordt voorlopig gedroogd en gecalcineerd om organische onzuiverheden bij een temperatuur van 150 tot 500 ° C te verwijderen, en vervolgens wordt het door een fijne zeef geleid met een maaswijdte van 3,3 x 3,3 mm. Voordat u begint met het vullen van de buis, moet u het ene uiteinde ervan aansluiten.
Als pluggen worden houten of metalen pluggen gebruikt met een opening voor de afvoer van gassen. Fijn en nat zand kan niet worden gebruikt, zoals de eerste is gesinterd en hecht stevig aan de wanden van de buizen bij blootstelling aan hitte.
De tweede draagt, als gevolg van stoomvorming, bij aan het optreden van hoge inwendige druk, waardoor de kurk eruit kan vliegen.De aanwezigheid van kiezels in de pakking is onaanvaardbaar, ze kunnen door de buiswand dringen.
Het vullen van de buis kost veel tijd, dus wordt het naar de toren getransporteerd en krijgt het een licht hellende of verticale positie. Omdat de kwaliteit van de bocht direct afhankelijk is van de pakkingafdichting, wordt de buis gedurende het hele proces continu getapt. Een gedempt geluid duidt op een goede vulling van het werkstuk.
Voordat u direct doorgaat naar de hoofdbewerking, worden secties van toekomstige bochten getekend op een met zand gevulde buis, waarbij een sjabloon wordt bevestigd. Verwarmde buizen in ovens of ovens. Ze buigen zowel handmatig als mechanisch.
In het laatste geval worden speciale platen gebruikt, uitgerust met stuwpalen, met behulp waarvan het verwarmde buisgedeelte is bevestigd en met klemmen die dienen om het buisuiteinde op de plaat te houden. Aan het andere uiteinde van de buis wordt een kabel geplaatst, waarvan de spanning met behulp van een lier of spits de buis doet buigen.
Om te voorkomen dat de buiswanden vervormen, worden pakkingen in de rackpijpruimte geplaatst - recht of gebogen. Het vrije uiteinde waaraan een kabel is bevestigd, wordt vastgezet met een standaard. Controleer tijdens het proces de geometrie van de buis en pas er periodiek een sjabloon op toe.
Door de buis in de gewenste hoek te buigen, worden de pluggen verwijderd door ze uit te branden of simpelweg uit te slaan. Zand wordt uitgegoten, de buis wordt gereinigd en gewassen. Voer een laatste buigtest uit met behulp van een sjabloon.
Koud buigen
Om de configuratie van pijpen met kleine diameters te veranderen, worden verschillende handgereedschappen gebruikt, voor grote gemechaniseerde pijpenbuigers. Thuis is het buigen van water en gas meestal vereist stalen buizengebruikt in het apparaat van watervoorziening en verwarmingssystemen.
Buigen van een buis onder 90 ° wordt een bocht genoemd, 180⁰ - een kalach, met een richel - een inslag, in de vorm van een lus - een beugel.

Voor handmatig buigen zijn er andere apparaten. Thuis, voor de vervaardiging van een spoel voor het verwarmen van water, wordt een roestvrijstalen buis met een diameter van ongeveer 20 mm eenvoudig op een stuk buis met een grote diameter gewikkeld. Voorheen werd een beugel op een grote buis gelast, op steunen gelegd en vastgeklemd.
De buis is stevig gevuld met zand en gesloten met kurken, vervolgens in de beugel gestoken en het wikkelen begint. De pijp die als sjabloon wordt gebruikt, moet worden gescrold, dus er zijn inspanningen van minimaal twee personen vereist. Nadat de wikkeling is voltooid, wordt de spoel genivelleerd.

Het buigen van roestvrijstalen buizen of ander materiaal thuis kan met het eenvoudigste gereedschap. Het is raadzaam om voor kleine hoeveelheden werk aan te vragen.
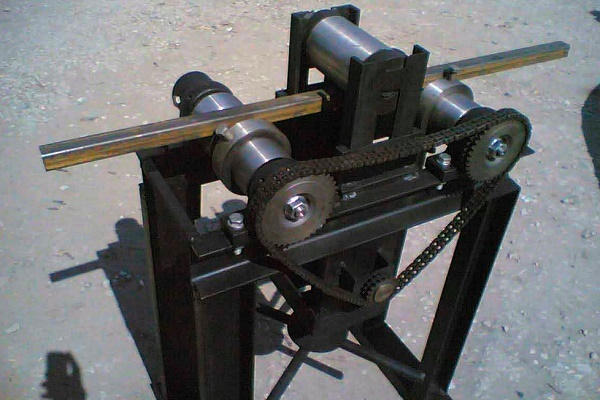
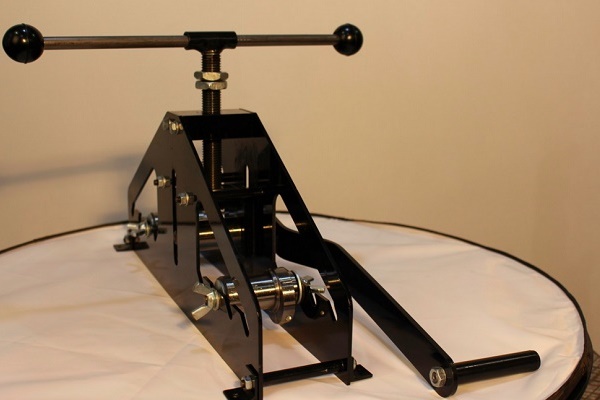
Een eenvoudige mechanische machine voor het buigen van een buis kan met uw eigen handen worden gebouwd, vooral als u de vaardigheden van een lasser heeft en bekend bent met het lasapparaat:
Om een primitief te maken pijp buigapparaat hebben een betonplaat nodig, metalen pinnen en een hamer. De plaat is verdeeld in cellen van 40 x 40 of 50 x 50 mm. In de hoeken van de cellen worden gaten geboord met een puncher en er worden pinnen in gestoken.
Het buisvormige product wordt tussen de pennen gestoken en, door kracht uit te oefenen, buigen. Nauwkeurigheid bij deze manier van buigen is niet ideaal, maar om het werkstuk thuis te gebruiken is voldoende. Voor nauwkeuriger buigen kunt u een apparaat gebruiken dat is gemaakt op basis van een krik.

Om ervoor te zorgen dat het binnenste lumen van de buis niet vervormt, betekent dit dat dit proces van binnenuit wordt tegengegaan. Als interne begrenzers wordt meestal zand gebruikt. Tegelijkertijd wordt een plug in het ene uiteinde van de buis gestoken en wordt zand door het tweede uiteinde gegoten en vervolgens verstopt met een kurk. Vervolgens wordt buiging uitgevoerd.
Soms is de limiter een veer die speciaal voor dit doel is gemaakt. Gebruik voor het wikkelen een draad met een diameter van 1 tot 4 mm. De veer moet vrij in de buis komen in het buigpunt en een deel van de draad buiten laten.
Het hydraulische systeem van handgereedschap, draagbare en stationaire machines vergemakkelijkt het buigproces aanzienlijk en versnelt het proces van buisvervorming:
Na het buigen wordt de veer verwijderd door aan de draad te trekken. Bij het werken met een buis met een vierkante doorsnede wordt voor de vervaardiging van de veer een draad met dezelfde doorsnede gekozen.
Een bundel draad bestaande uit afzonderlijke segmenten die één voor één naar binnen duwen naar de plaats van de toekomstige bocht is ook geschikt voor dit doel. Nadat de bewerking is voltooid, worden de segmenten ook één voor één verwijderd. U kunt handmatig een RVS buis buigen met een doorsnede tot 4 cm en een wanddikte van 0,3 cm.

Om met grote diameters te werken, heeft u professionele apparatuur nodig. Er zijn pijpenbuigmachines uitgerust met een doorn. Dit structurele element is een gewone metalen staaf.

Voordat het buigproces wordt gestart, wordt het binnen geplaatst om vervorming van de buiswanden te voorkomen. De doornen in de set hebben een ander gedeelte, zodat u de juiste kunt kiezen voor een bepaalde diameter van buisproducten.
De configuratie van non-ferro metalen buizen wijzigen
Er is een zeer nuttige eigenschap in non-ferro metalen - hoge ductiliteit. Ze hebben echter onvoldoende kracht. Tijdens het buigen, als gevolg van het uitoefenen van druk- en trekkrachten, kan de buis bezwijken of scheuren. Om dit te voorkomen, moet u de technologie strikt volgen.
Hoe koperen en koperen buizen buigen?
Voor het buigen van zowel koperen als koperen buizen worden zowel warme als koude methoden gebruikt. Kies zand, de tweede - gesmolten hars als u de eerste als interne vulling kiest. De buigtechnologie is hetzelfde als voor stalen buizen.
Pijpproducten gemaakt van koper en messing voor koud buigen worden onderworpen aan uitgloeiing met daaropvolgende koeling. Het temperatuurbereik voor beide materialen is hetzelfde - van 600 tot 700 ° C. Het verschil zit in het koelmedium - koper wordt in water geplaatst en messing wordt in lucht gekoeld.
Na voltooiing van het proces wordt hars verwijderd door het te smelten. Om te voorkomen dat de buis scheurt, begint het proces in geen geval vanuit het midden van de buis, alleen vanaf de uiteinden. Als buigapparatuur worden zowel eenvoudige gereedschappen als geavanceerde machinegereedschappen gebruikt.
Handmatige buigmachines werken vanwege de fysieke inspanningen van een persoon, terwijl hydraulische buigmachines deze inspanningen tot een minimum beperken. Zowel deze als andere zijn uitgerust met verwisselbare spuitmonden voor de mogelijkheid om de gewenste diameter te selecteren.

Het is veel gemakkelijker om met koperen en koperen buizen te werken dan met stalen buizen, maar metaalvervorming tijdens het buigen gebeurt volgens dezelfde natuurkundige wetten. Op een gebogen gedeelte ervaart het buitenoppervlak spanning, waardoor de wanden dunner worden.
Omgekeerde processen vinden plaats in de buis - de muur trekt samen en wordt dikker. Er bestaat een risico dat de cirkelvormige doorsnede in een ovaal verandert en de voorwaardelijke doorgang vermindert, dus u kunt niet beginnen met buigen zonder maatregelen te nemen om deze verschijnselen te voorkomen.
Aluminium buizen buigen
De belangrijkste methoden voor het buigen van aluminium buizen zijn hetzelfde als messing of koper:
- duwen tussen de rollen;
- rollend;
- wegrollen;
- de druk.
Voordat u beslist hoe en hoe u aluminium buizen buigt, moet u ze allemaal leren kennen. De eerste methode wordt gebruikt voor dunwandige buizen met een maximale diameter van 10 cm, wanneer u een kleine buiging moet maken met kleine nauwkeurigheidsvereisten. De minimale straal is hier strikt gereguleerd. De waarde is 5-6 buisdiameters.
De kromming van het perceel bepaalt de positie van de afbuigrol. Op deze manier worden meestal decoratieve elementen van het interieur gemaakt. Op de tweede manier wordt buismateriaal met een grote diameter gebogen, waarvoor pijpbuigers met 3 rollen worden gebruikt. De buis wordt tussen de aandrijfrollen getrokken, waarvan de oriëntatie de buigradius bepaalt.

De nauwkeurigheid van deze methode is zelfs lager dan de vorige, maar het onderdeel kan worden onderworpen aan herhaald buigen en het proces herhalen totdat de gewenste geometrie is verkregen.
Het buigen van aluminium dunwandige buizen kan handmatig worden gedaan, mits goed voorbereid:
De rollback-methode voorziet niet in de aanwezigheid van een interne vulstof en wordt daarom niet gebruikt om kleine radii te verkrijgen. Bij het kiezen van deze methode zal het niet werken om te voldoen aan de strikte eisen met betrekking tot de ovaliteit van de sectie in de bocht.
Voor het vervormen van een aluminium buis door druk worden persen gebruikt met daarop gemonteerde matrijzen met een matrix van de gewenste vorm. De gegeven geometrie wordt verkregen als gevolg van de invloed van druk van buitenaf.
In sommige gevallen kan de druk intern zijn wanneer de buis in de mal wordt geplaatst en wordt de vloeistof naar binnen gevoerd met een voldoende druk om deze tegen de wanden te drukken.
Het is niet eenvoudig om duraluminiumbuizen te buigen, zoals dit materiaal is vrij hard en veerkrachtig. Om het proces te vergemakkelijken, worden ze direct voor het buigen gebakken bij een temperatuur van 350 tot 400 ° C, waarna ze wachten tot de buizen op natuurlijke wijze in lucht zijn afgekoeld.
Methoden voor het buigen van buizen met een grote diameter
Relatief recent verschenen methoden zijn het buigen van buizen met industriële en hoogfrequente stromen en buigen met spanning. In het eerste geval wordt gebruik gemaakt van een hoogwaardige hoogfrequente installatie, waarbij een buis met een diameter van 95 - 300 mm wordt verwarmd, gebogen en gekoeld.
Het bestaat uit twee delen: een mechanische in de vorm van een buigmachine en een elektrische, inclusief een elektrisch deel en een hoogfrequente installatie.
De buis wordt alleen vervormd in het verwarmde gebied in de inductorzone. Het veranderen van de geometrie naar een vooraf bepaalde maat vindt plaats onder invloed van een afbuigrol. Met deze methode kan een bocht met een kleine kromming worden verkregen.
Het buigen met de tweede methode wordt uitgevoerd op buigmachines, waarvan de set een draaitafel bevat. Op de buis werken grote trek- en buigkrachten. Hierdoor krijgt u steil gebogen bochten met een constante wanddikte over de gehele omtrek.
De methode wordt gebruikt voor het buigen van buizen met een grote diameter die worden gebruikt in de luchtvaart, auto-industrie, scheepsbouw, waar hoge eisen aan de pijpleiding worden gesteld. Het voordeel is dat buizen met een wand van 2 - 4 mm tot 180⁰ kunnen worden gebogen.
Functies zijn flexibel profielassortiment
Profielbuisproducten hebben een meer esthetisch uiterlijk dan hun tegenhangers met een ronde doorsnede, dus het wordt vaak aangetroffen in huishoudelijke constructies. Bij het buigen werken compressiekrachten van binnenuit en trekkrachten van buitenaf. Kies zorgvuldig een buigmethode voordat u doorgaat met deze bewerking.
Het profielassortiment omvat buizen met een doorsnede in de vorm van een vierkante, ovale, rechthoek.
Er zijn verschillende nuances en je moet ze tijdens het doen niet vergeten flexibel gevormde buizen thuis zonder speciale uitrusting:
- De optimale lengte van het gebogen deel voor geprofileerde buizen met dunne wanden en een doorsnede tot 2 cm is de buishoogte vermenigvuldigd met 2,5.
- Bij dikwandige buizen wordt de lengte van de buigzone bepaald door de doorsnede met drie te vermenigvuldigen. Anders kan het barsten van het materiaal van buitenaf of de vervorming ervan van binnenuit niet worden voorkomen.
- De minimale waarde van de kromtestraal is de buigdoorsnede vermenigvuldigd met 2,5.
Zonder deze vereisten in overweging te nemen, kunt u niet eens hopen op een goed resultaat. Buigmethoden verschillen niet van die welke worden gebruikt bij het werken met producten met een cirkelvormige doorsnede. Bovendien kunt u de methode van handmatig buigen gebruiken met de uitvoering van dwarssnedes, die op drie zijden van de buis worden uitgevoerd.
De lengte van de sneden en hun aantal wordt bepaald door berekening. Stel er is een buis van 40 x 90 mm. Het is noodzakelijk om een volledige draai te maken, d.w.z. buig langs de muur 40 mm onder een hoek van 180 ° met een straal van 150 mm. Bereken eerst de lengte van de halve cirkel langs de buitenradius:
L = (2π r: 2 = 2x 3,14 x 190): 2 = 596,6 mm
Voor de binnenradius zijn de berekeningen hetzelfde:
LVL = (2 x 3,14 x 150): 2 = 471 mm.
De som van de snijlengtes op de binnenradius wordt bepaald door de formule: Lout = L - Lin = 596,6 - 471 = 126 mm.
Ik wil het zelf doen handmatige pijpenbuiger of profiel buigmachine met onze eigen handen in de artikelen die we hebben voorgesteld, vindt u veel nuttige informatie, diagrammen en nuttige aanbevelingen.
Als je bedenkt dat een slijpmachine 5 mm breed kan snijden, krijg je op het buigvlak met een lengte van 126 mm 25 sleuven, waarna de buis wordt gebogen totdat de randen van de sneden in contact komen. De sleuven zijn gebrouwen en de naden zijn schoongemaakt.

Er is een andere manier waarop profiel- en ronde buizen worden gebogen, maar deze kan alleen in de winter worden gebruikt. Om dit te doen, plug de buizen in de uiteinden van de buis, vul het water bij en wacht tot het hard wordt. De buis is gebogen, waardoor het proces met een sjabloon wordt bestuurd, waarna de pluggen worden verwijderd en de vloeistof wordt verwijderd.
Conclusies en nuttige video over het onderwerp
Clip # 1. Leer hoe je een pijp buigt met geïmproviseerde gereedschappen uit deze video:
Clip # 2. Hoe een buis van een sectie in een cirkel te buigen:
Clip # 3. Een zelfgemaakte pijpenbuiger is een noodzakelijk iets in het huishouden:
Bij het uitvoeren van reparaties of het bouwen van een huis ontstaat vaak de behoefte om de buis - rond of profiel - te buigen. Als het volume klein is, kunt u het zelf doen. Massaal buigen van buisproducten is alleen mogelijk met speciale apparatuur.
Vertel ons hoe je een metalen buis hebt gebogen voor een kas of voor andere doeleinden. Deel technologische nuances die alleen u kent met sitebezoekers. Schrijf opmerkingen in het onderstaande blok, plaats een foto over het onderwerp van het artikel, stel vragen.
 Buissnijden onder een hoek: voor- en nadelen van verschillende methoden + werkvoorbeeld
Buissnijden onder een hoek: voor- en nadelen van verschillende methoden + werkvoorbeeld  Druktesten van metaal-plastic buizen: de volgorde en nuances van het werk
Druktesten van metaal-plastic buizen: de volgorde en nuances van het werk  Persfittingen voor kunststofbuizen: typen, markering, doel + installatievoorbeeld
Persfittingen voor kunststofbuizen: typen, markering, doel + installatievoorbeeld  Hoe is sleufloze pijpen leggen: methodefuncties + werkvoorbeeld
Hoe is sleufloze pijpen leggen: methodefuncties + werkvoorbeeld  Solderen van polypropyleen buizen: werkregels en analyse van mogelijke fouten
Solderen van polypropyleen buizen: werkregels en analyse van mogelijke fouten  Badkamerbuizen vervangen: een stapsgewijze handleiding voor het werk
Badkamerbuizen vervangen: een stapsgewijze handleiding voor het werk  Hoeveel kost het om gas op een privéwoning aan te sluiten: de prijs voor het organiseren van de gasvoorziening
Hoeveel kost het om gas op een privéwoning aan te sluiten: de prijs voor het organiseren van de gasvoorziening  De beste wasmachines met droger: modelbeoordeling en klantentips
De beste wasmachines met droger: modelbeoordeling en klantentips  Wat is de kleurtemperatuur van het licht en de nuances bij het kiezen van de temperatuur van de lampen om aan uw behoeften te voldoen
Wat is de kleurtemperatuur van het licht en de nuances bij het kiezen van de temperatuur van de lampen om aan uw behoeften te voldoen  Vervanging van een geiser in een appartement: vervangend papierwerk + basisnormen en eisen
Vervanging van een geiser in een appartement: vervangend papierwerk + basisnormen en eisen {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Geweldig artikel 🙂