Jak gięte są metalowe rury: technologiczne subtelności wykonania pracy

Rury wygięte pod kątem znalazły zastosowanie w przemyśle naftowym i chemicznym, inżynierii maszyn i urządzeń. Bez nich żaden projekt architektoniczny lub budowlany nie jest kompletny.
Do zwojów można stosować wszelkiego rodzaju łączniki, ale mogą wystąpić przecieki, a czasem jest to po prostu niedopuszczalne ze względów estetycznych. Gięcie rur zapewnia bardziej atrakcyjny wygląd i wysoką niezawodność - proces, który nie narusza ich integralności.
Powiemy Ci, jak najlepiej zginać metalową rurę za pomocą technologii zarówno na zimno, jak i na gorąco. Prezentowany artykuł opisuje specyfikę gięcia rur wykonanych z różnych materiałów. Podano cechy pracy z rurami profilowymi i zwykłymi okrągłymi.
Treść artykułu:
Funkcje procesu gięcia
Każdy metal ma swoje własne cechy; bez ich uwzględnienia nie jest możliwe nadanie złożonego kształtu walcowanemu metalowi. Na gięcie rury wpływają siły promieniowe i styczne.
Te pierwsze odkształcają sekcję, a te drugie przyczyniają się do powstawania fałd. Głównym wymaganiem dla ostatecznego wyniku jest to, że przekrój rury musi pozostać niezmieniony, a na ścianach nie powinny występować pofałdowania. Gięcie pozwala zminimalizować liczbę spoin podczas układania rurociągów ze wszystkimi rodzajami zgięć.
Metody gięcia rur
W zależności od wymaganego kąta gięcia, materiału i średnicy rury, gięcie można wykonać ręcznie lub przy użyciu specjalnego sprzętu. Rozróżnia się również zginanie na gorąco i na zimno, z wypełnieniem wnęki rury i bez jej wypełnienia.

Po zakończeniu obciążenia występuje zjawisko takie jak sprężyna, które jest wprost proporcjonalne do modułu sprężystości materiału. Wielkość możliwego odkształcenia zależy również od zastosowanej metody gięcia i geometrii obiektu.
Specyfika technologii na gorąco
Metodę tę wybiera się, gdy konieczne jest zgięcie rury o średnicy 10 cm lub większej. Odkształcaj rury na gorąco, ręcznie lub za pomocą mechanizmów. Istnieje coś takiego jak minimalny promień gięcia.
Długość strefy rury, którą należy ogrzać, określa się na podstawie średnicy rury i kąta gięcia. Ponadto zaokrąglenie nie może być mniejsze niż średnica rury razy 3.
Znajdź długość ogrzewanego obszaru zgodnie ze wzorem:
L = α x d / 15
We wzorze: L jest pożądaną długością w mm, α jest kątem zgięcia w stopniach, d jest średnicą rury na zewnątrz w mm, 15 jest współczynnikiem. Załóżmy, że rura o średnicy 200 mm musi być zgięta pod kątem 60 °, a następnie L = 60 x 200/15 = 800 mm, tj. 4 średnice.

Aby wygiąć rurę, należy ją podgrzać do 900⁰. Optymalna temperatura do rozpoczęcia gięcia wynosi 760⁰, a na końcu - 720⁰C. Po spaleniu właściwości wytrzymałościowe materiału pogarszają się.
Proces gięcia na gorąco obejmuje kilka operacji:
- tworzenie szablonu;
- pakowanie piasku;
- oznakowanie działki;
- ciepło;
- pochylenie się.
Aby nie zdeformować odcinka rury i na jego wewnętrznej części w miejscu gięcia, cukierki nie tworzą się, wewnętrzna przestrzeń jest wypełniona piaskiem kwarcowym.
Piasek wstępnie suszy się i kalcynuje w celu usunięcia zanieczyszczeń organicznych w temperaturze od 150 do 500⁰, a następnie przepuszcza się je przez drobne sito o wielkości oczek 3,3 x 3,3 mm. Zanim zaczniesz napychać rurę, musisz podłączyć jeden jej koniec.
Jako korki stosuje się korki drewniane lub metalowe z otworem do odprowadzania gazów. Nie można używać drobnego i mokrego piasku, ponieważ pierwszy jest spiekany i mocno przylega do ścian rur po wystawieniu na działanie ciepła.
Drugi, w wyniku tworzenia się pary, przyczynia się do pojawienia się wysokiego ciśnienia wewnętrznego, które może powodować wypadnięcie korka.Obecność kamyków w opakowaniu jest niedopuszczalna, mogą przepchnąć ścianę rury.
Proces wypychania rury jest bardzo czasochłonny, dlatego jest przenoszony do wieży i nadaje jej lekko pochyloną lub pionową pozycję. Ponieważ jakość gięcia zależy bezpośrednio od uszczelnienia dławnicy, rura jest stale gwintowana podczas całego procesu. Stłumiony dźwięk wskazuje na dobre wypełnienie przedmiotu obrabianego.
Przed przystąpieniem bezpośrednio do głównej operacji odcinki przyszłych zakrętów są rysowane na wypełnionej piaskiem rurze, dołączając szablon. Ogrzewane rury w piecach lub piecach. Zginają się zarówno ręcznie, jak i mechanicznie.
W tym drugim przypadku stosuje się specjalne płyty, wyposażone w słupki oporowe, za pomocą których mocuje się ogrzewany odcinek rury oraz zaciski, które służą do przytrzymywania końca rury na płycie. Kabel jest umieszczony na przeciwległym końcu rury, którego napięcie za pomocą wyciągarki lub iglicy powoduje zgięcie rury.
Aby zapobiec deformacji ścian rur, uszczelki są umieszczane w przestrzeni rury-stojaka - proste lub zakrzywione. Wolny koniec z przymocowanym do niego kablem jest zabezpieczony stojakiem. Podczas tego procesu kontroluj geometrię rury, okresowo stosując do niej szablon.
Poprzez zgięcie rury pod żądanym kątem, korki są usuwane z niej poprzez wypalenie lub po prostu wybity. Piasek jest wylewany, rura jest czyszczona i myta. Wykonaj końcowy test zginania za pomocą szablonu.
Gięcie na zimno
Aby zmienić konfigurację rur o małych średnicach, stosuje się różne narzędzia ręczne, do giętarek do rur o dużej mechanizacji. W domu najczęściej wymagane jest gięcie wody i gazu stalowe rurystosowany w urządzeniu systemów zaopatrzenia w wodę i ogrzewania.
Zagięcie rury pod kątem 90⁰ nazywa się zgięciem 180⁰ - kalach, z półką - kaczką, w formie pętli - wspornikiem.

Do gięcia ręcznego istnieją inne urządzenia. W domu do produkcji cewki do podgrzewania wody rura ze stali nierdzewnej o średnicy około 20 mm jest po prostu nawinięta na rurkę o dużej średnicy. Wcześniej wspornik był przyspawany do dużej rury, układany na wspornikach i zaciskany.
Rurka jest szczelnie wypełniona piaskiem i zamykana korkami, a następnie wkładana do wspornika i rozpoczyna się nawijanie. Rurkę używaną jako szablon należy przewinąć, więc wymagane będą wysiłki co najmniej dwóch osób. Po zakończeniu nawijania cewka zostaje wypoziomowana.

Gięcie rur ze stali nierdzewnej lub innych materiałów w domu można wykonać za pomocą najprostszego narzędzia. Wskazane jest składanie wniosku o niewielką ilość pracy.
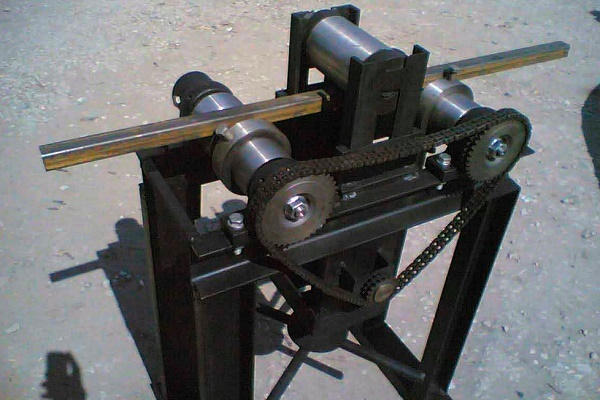
Prostą mechaniczną maszynę do gięcia rur można zbudować własnymi rękami, zwłaszcza jeśli masz umiejętności spawacza i znasz spawarkę:
Aby zrobić prymityw urządzenie do gięcia rur potrzebujesz płyty betonowej, szpilek wykonanych z metalu i młotka. Płytka jest podzielona na komórki 40 x 40 lub 50 x 50 mm. W rogach komórek wierci się otwory dziurkaczem i wkłada do nich szpilki.
Wyrób rurowy wprowadza się między sworznie i, stosując siłę, zgina się. Dokładność tej metody gięcia nie jest idealna, ale użycie przedmiotu w domu jest wystarczające. Do gięcia z większą dokładnością można użyć urządzenia wykonanego na podstawie podnośnika.

Aby wewnętrzny prześwit rury nie odkształcił się, zastosuj środki, które przeciwdziałają temu procesowi od wewnątrz. Jako wewnętrzne ograniczniki najczęściej stosuje się piasek. W tym samym czasie korek jest wkładany do jednego końca rury, a piasek jest wlewany przez drugi, a następnie zatkany korkiem. Następnie wykonuje się gięcie.
Czasami ogranicznik jest sprężyną specjalnie do tego celu przeznaczoną. Do nawijania użyj drutu o średnicy od 1 do 4 mm. Sprężyna powinna swobodnie wchodzić do rury w punkcie zgięcia, pozostawiając część drutu na zewnątrz.
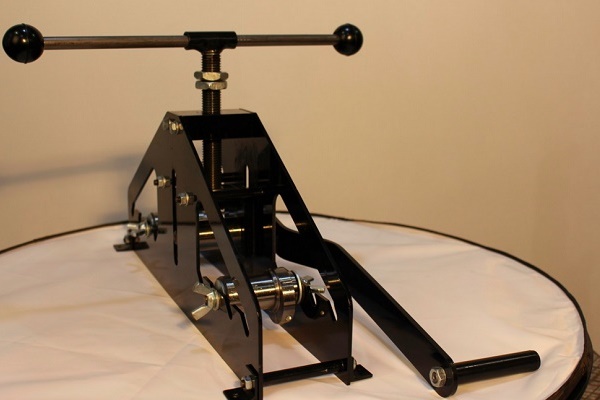
Układ hydrauliczny narzędzi ręcznych, przenośnych i stacjonarnych maszyn znacznie ułatwia proces gięcia i przyspiesza proces deformacji rur:
Po zgięciu sprężyna jest usuwana przez pociągnięcie drutu. W przypadku pracy z rurą o kwadratowym przekroju wybiera się drut o tym samym przekroju do produkcji sprężyny.
W tym celu nadaje się również wiązka drutu składająca się z oddzielnych segmentów, które popychają jeden do drugiego na miejsce przyszłego zakrętu. Po zakończeniu operacji segmenty są również usuwane pojedynczo. Możesz ręcznie zginać rurę ze stali nierdzewnej o przekroju do 4 cm i grubości ścianki 0,3 cm.

Do pracy z dużymi średnicami potrzebujesz profesjonalnego sprzętu. Istnieją giętarki do rur wyposażone w trzpień. Ten element konstrukcyjny jest zwykłym metalowym prętem.

Przed rozpoczęciem procesu gięcia umieszcza się go w środku, aby zapobiec deformacji ścian rury. Trzpienie zawarte w zestawie mają inną sekcję, więc możesz wybrać odpowiedni dla określonej średnicy produktów z rur.
Zmiana konfiguracji rur z metali nieżelaznych
W metalach nieżelaznych istnieje bardzo użyteczna właściwość - wysoka ciągliwość. Mają jednak niewystarczającą siłę. Podczas zginania, w wyniku przyłożenia sił ściskających i rozciągających, może wystąpić zapadnięcie się lub pęknięcie rury. Aby temu zapobiec, musisz ściśle przestrzegać technologii.
Jak zginać rury miedziane i mosiężne?
Do gięcia rur miedzianych i mosiężnych stosuje się zarówno metody na gorąco, jak i na zimno. Wybierając pierwszy jako wewnętrzny wypełniacz, wybierz piasek, drugi - stopioną kalafonię. Technologia gięcia jest taka sama jak w przypadku rur stalowych.
Produkty rurowe wykonane z miedzi i mosiądzu przed gięciem na zimno podlegają wyżarzaniu z późniejszym chłodzeniem. Zakres temperatur dla obu materiałów jest taki sam - od 600 do 700 ° C. Różnica polega na chłodzeniu - miedź umieszcza się w wodzie, a mosiądz chłodzi się w powietrzu.
Po zakończeniu procesu kalafonia jest usuwana przez wytapianie. Aby zapobiec pęknięciu rury, proces w żadnym wypadku nie rozpoczyna się od środka rury, tylko od jej końców. Jako urządzenia do gięcia wykorzystywane są zarówno proste narzędzia, jak i zaawansowane obrabiarki.
Ręczne giętarki do rur działają z powodu wysiłku fizycznego osoby, podczas gdy giętarki hydrauliczne ograniczają te wysiłki do minimum. Zarówno te, jak i inne są wyposażone w wymienne dysze umożliwiające wybór żądanej średnicy.

O wiele łatwiej jest pracować z rurami miedzianymi i mosiężnymi niż z rurami stalowymi, ale deformacja metalu podczas zginania zachodzi zgodnie z tymi samymi prawami fizyki. Na zgiętej części zewnętrzna powierzchnia ulega napięciu, powodując ścieńczenie ścian.
W rurze zachodzą odwrotne procesy - ściana kurczy się i staje się grubsza. Istnieje ryzyko przekształcenia okrągłego przekroju w owal i zmniejszenia warunkowego przejścia, więc nie można rozpocząć zginania bez podjęcia działań zapobiegających tym zjawiskom.
Gięcie rur aluminiowych
Główne metody gięcia rur aluminiowych są takie same jak mosiądz lub miedź:
- pchanie między rolkami;
- walcowanie;
- staczać się;
- nacisk.
Zanim zdecydujesz, jak i jak zginać rury aluminiowe, musisz zapoznać się z każdą z nich. Pierwszą metodę stosuje się do rur cienkościennych o maksymalnej średnicy 10 cm, gdy trzeba uzyskać delikatny łuk z niewielkimi wymaganiami dotyczącymi dokładności. Minimalny promień jest tutaj ściśle regulowany. Jego wartość wynosi 5-6 średnic rur.
Krzywizna wykresu określa pozycję rolki odchylającej. W ten sposób najczęściej wykonuje się elementy dekoracyjne wnętrza. W drugi sposób gięty jest materiał rurowy o dużej średnicy, do którego stosuje się giętarki do rur z 3 rolkami. Rura jest przeciągana między rolki napędowe, których orientacja określa promień gięcia.

Dokładność tej metody jest nawet niższa niż poprzednia, ale część można poddawać powtarzalnemu zginaniu i powtarzaniu procesu aż do uzyskania pożądanej geometrii.
Gięcie cienkościennych rur aluminiowych można wykonać ręcznie, po odpowiednim przygotowaniu:
Metoda wycofywania nie przewiduje obecności wewnętrznego wypełniacza, dlatego nie jest stosowana do uzyskania małych promieni. Wybierając tę metodę, nie będzie działać, aby spełnić surowe wymagania dotyczące owalności odcinka na zakręcie.
Do deformacji rury aluminiowej za pomocą ciśnienia stosuje się prasy z zamontowanymi na nich matrycami o matrycy o pożądanym kształcie. Podaną geometrię uzyskuje się w wyniku oddziaływania ciśnienia wywieranego z zewnątrz.
W niektórych przypadkach ciśnienie może być wewnętrzne, gdy rura jest umieszczana w formie, a płyn jest dostarczany do wnętrza z ciśnieniem wystarczającym do dociśnięcia go do ścian.
Nie jest łatwo zginać rury duraluminiczne, jak ten materiał jest dość twardy i sprężysty. Aby ułatwić proces, są one wypalane bezpośrednio przed zginaniem w temperaturze od 350 do 400 ° C, a następnie czekają, aż rury naturalnie ostygną w powietrzu.
Metody gięcia rur o dużej średnicy
Stosunkowo niedawno pojawiły się metody gięcia rur z wykorzystaniem prądów przemysłowych i wysokiej częstotliwości oraz gięcia z napięciem. W pierwszym przypadku stosuje się wysokosprawną instalację wysokiej częstotliwości, w której rura o średnicy 95–300 mm jest ogrzewana, gięta i chłodzona.
Składa się z dwóch części - mechanicznej w postaci giętarki i elektrycznej, w tym części elektrycznej i instalacji o wysokiej częstotliwości.
Rura jest odkształcana tylko w ogrzewanym obszarze znajdującym się w strefie induktora. Zmiana geometrii na określony rozmiar następuje pod wpływem rolki odchylającej. Za pomocą tej metody można uzyskać zgięcie o krzywiźnie o małym promieniu.
Gięcie drugą metodą odbywa się na giętarkach, których zestaw zawiera stół obrotowy. Duże siły rozciągające i zginające działają na rurę. Zapewnia to stromo zakrzywione łuki o stałej grubości ścianki na całym obwodzie.
Metodę stosuje się do gięcia rur o dużych średnicach stosowanych w lotnictwie, przemyśle motoryzacyjnym, przemyśle stoczniowym, gdzie na rurociąg nakładane są wysokie wymagania. Zaletą jest możliwość gięcia rur o ścianie od 2 - 4 mm do 180⁰.
Funkcje obejmują elastyczny asortyment profili
Produkty z rur profilowanych mają bardziej estetyczny wygląd niż ich odpowiedniki o okrągłym przekroju, dlatego często można je znaleźć w konstrukcjach domowych. Podczas zginania działają na nią siły ściskające od wewnątrz, a siły rozciągające z zewnątrz. Ostrożnie wybierz metodę gięcia przed kontynuowaniem tej operacji.
Asortyment profili obejmuje rury o przekroju w kształcie kwadratu, owalu, prostokąta.
Istnieje kilka niuansów i nie powinieneś o nich zapomnieć rury w kształcie elastycznym w domu bez specjalnego wyposażenia:
- Optymalna długość giętego odcinka dla rur profilowanych o cienkich ściankach i przekroju do 2 cm to wysokość rury pomnożona przez 2,5.
- W przypadku rur grubościennych długość strefy gięcia jest określana przez pomnożenie przekroju przez trzy. W przeciwnym razie nie da się uniknąć pękania materiału z zewnątrz lub jego deformacji od wewnątrz.
- Minimalną wartością promienia krzywizny jest przekrój gięcia pomnożony przez 2,5.
Bez uwzględnienia tych wymagań nie można nawet liczyć na dobry wynik. Metody gięcia nie różnią się od stosowanych podczas pracy z produktami o okrągłym przekroju. Ponadto można zastosować metodę ręcznego gięcia z zastosowaniem cięć poprzecznych, które są wykonywane z trzech stron rury.
Długość cięć i ich liczbę określa się na podstawie obliczeń. Załóżmy, że jest rura 40 x 90 mm. Konieczne jest wykonanie pełnego obrotu, tj. zginać wzdłuż ściany 40 mm pod kątem 180 ° o promieniu 150 mm. Najpierw obliczyć długość półkola wzdłuż zewnętrznego promienia:
L = (2π r: 2 = 2x 3,14 x 190): 2 = 596,6 mm
W przypadku promienia wewnętrznego obliczenia są takie same:
LVL = (2 x 3,14 x 150): 2 = 471 mm.
Suma długości cięć na wewnętrznym promieniu jest określona wzorem: Lout = L - Lin = 596,6 - 471 = 126 mm.
Chcąc zrobić to sam ręczna giętarka do rur lub giętarka do rur profilowych własnymi rękami w proponowanych artykułach znajdziemy wiele przydatnych informacji, schematów i przydatnych rekomendacji.
Jeśli uważasz, że młynek może ciąć szerokość 5 mm, to na płaszczyźnie gięcia o długości 126 mm otrzymujesz 25 szczelin, po których rura jest zginana, aż krawędzie nacięć zetkną się. Szczeliny są warzone, a szwy są czyszczone.

Istnieje inny sposób gięcia profili i rur okrągłych, ale można go używać tylko zimą. Aby to zrobić, podłącz rurki do końców rurki, uzupełnij wodę i poczekaj, aż stwardnieje. Rura jest zginana, kontrolując proces za pomocą szablonu, a następnie korki są usuwane, a ciecz usuwana.
Wnioski i przydatne wideo na ten temat
Klip nr 1. Dowiedz się, jak zginać rurę za pomocą improwizowanych narzędzi z tego filmu:
Klip # 2. Jak zagiąć rurę dowolnej sekcji w okrąg:
Klip nr 3. Domowa giętarka do rur jest niezbędna w gospodarstwie domowym:
Podczas wykonywania napraw lub budowy domu często pojawia się potrzeba zgięcia rury - okrągłej lub profilowej. Jeśli głośność jest niewielka, możesz to zrobić samodzielnie. Masowe gięcie rur jest możliwe tylko przy użyciu specjalnego wyposażenia.
Powiedz nam o tym, jak wygięłeś metalową rurę do szklarni lub do innych celów. Udostępniaj niuanse technologiczne znane tylko tobie odwiedzającym witrynę. Napisz komentarz w bloku poniżej, opublikuj zdjęcie na temat artykułu, zadawaj pytania.
 Cięcie rur pod kątem: zalety i wady różnych metod + przykład pracy
Cięcie rur pod kątem: zalety i wady różnych metod + przykład pracy  Testy ciśnieniowe rur metalowo-plastikowych: kolejność i niuanse pracy
Testy ciśnieniowe rur metalowo-plastikowych: kolejność i niuanse pracy  Złączki zaprasowywane do rur z tworzyw sztucznych: rodzaje, oznakowanie, przeznaczenie + przykład instalacji
Złączki zaprasowywane do rur z tworzyw sztucznych: rodzaje, oznakowanie, przeznaczenie + przykład instalacji  Jak układanie rur bezwykopowych: cechy metody + przykład pracy
Jak układanie rur bezwykopowych: cechy metody + przykład pracy  Lutowanie rur polipropylenowych: zasady pracy i analiza możliwych błędów
Lutowanie rur polipropylenowych: zasady pracy i analiza możliwych błędów  Wymiana rurek łazienkowych: przewodnik krok po kroku do pracy
Wymiana rurek łazienkowych: przewodnik krok po kroku do pracy  Ile kosztuje podłączenie gazu do prywatnego domu: cena organizacji dostaw gazu
Ile kosztuje podłączenie gazu do prywatnego domu: cena organizacji dostaw gazu  Najlepsze pralki z suszarką: ocena modelu i wskazówki dla klientów
Najlepsze pralki z suszarką: ocena modelu i wskazówki dla klientów  Jaka jest temperatura barwowa światła i niuanse wyboru temperatury lamp do własnych potrzeb
Jaka jest temperatura barwowa światła i niuanse wyboru temperatury lamp do własnych potrzeb  Wymiana gejzeru w mieszkaniu: wymiana dokumentów + podstawowe normy i wymagania
Wymiana gejzeru w mieszkaniu: wymiana dokumentów + podstawowe normy i wymagania {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Świetny artykuł 🙂