Màquina per doblegar una canonada de perfil: com construir una màquina doblegadora de canonades amb les teves pròpies mans

A les llars, no s’utilitza una màquina de doblar canonades de perfil tan sovint com per comprar equips costosos fabricats a la fàbrica.
Quan sorgeix aquesta necessitat, es pot fer un simple arrebossat per canonades de forma privada, prèviament decidint quin tipus d'aquest disseny és adequat per a la tasca.
En aquest article s’analitzen amb detall les varietats de màquines per a flexionar canonades, es descriuen els principis del seu funcionament i els mètodes de construcció.
El contingut de l'article:
Tipus de màquines per doblegar una canonada de perfil
Hi ha moltes modificacions dels equips per canviar la configuració de les canonades de perfil. Això es deu al mínim radi de flexió. Si es deixa de banda aquest important paràmetre, es produeix un canvi en les característiques de resistència del material per al pitjor lloc de la flexió. També cal conèixer algunes subtileses tecnològiques. canonades de metall doblades i tenir-los en compte durant la feina.
A l’hora d’escollir un disseny per tenir en compte el material de la peça, diàmetre, gruix de paret.
Classificació de les màquines doblegadores segons el tipus d’accionament
Depenent del tipus d’accionament, les màquines dissenyades per doblegar qualsevol canonada són manuals, electromecàniques i hidràuliques.
Domesticar. Es tracta de mecanismes extremadament senzills, disponibles per a la fabricació independent fins i tot per a una persona que no es dedica a les complexitats de treballar amb metall.

Electromecànica. Aquesta màquina té un accionament en forma de motor elèctric, un pas a pas o convencional, connectat mitjançant un engranatge inferior. Aquesta última solució proporciona una flexió de gran qualitat a causa d’una distribució d’estrès adequada.
El dispositiu no és fàcil de fabricar, requereix coneixements especials i almenys una mica de professionalitat.

Hidràulic. La unitat d'aquest model és manual. A diferència d’una simple construcció manual, s’inclou un cilindre hidràulic al circuit, que redueix significativament l’esforç muscular aplicat durant la flexió.
Els corrons permeten doblegar una canonada de perfil en qualsevol direcció necessària. El perfilgib manual amb hidràulica amb un pes reduït pot doblar l’assortiment de canonades de fins a 10 cm d’amplada.

Tipus de dobladors segons el mètode d'instal·lació
Hi ha una divisió de corbes de perfil i segons el mètode d’instal·lació. Distingir entre els equips estacionaris, portàtils i portables. Les màquines estacionàries poden prendre la forma d'una simple llosa de formigó amb varetes o equips sòlids.
Els plegadors de canonades portàtils compactes tenen un suport, però el model que es pot portar no té suport, es selecciona cada vegada que utilitzeu l'equip.
Classificació de les màquines segons el mètode de la flexió
El disseny de la màquina doblegadora de perfil i el seu rendiment dependran del mètode de la flexió. Hi ha 3 mètodes de flexió principals. El primer és l’extrusió, quan es canvia la geometria del tub de perfil mitjançant un corró deformant que actua de punxó. La matriu en aquest cas està absent.
Per realitzar l'operació, es necessiten 2 suports forts dels costats oposats de la corba, que també serveixen de matriu. Com a tals suports, utilitzeu sabates o corrons giratoris.
Com que la força augmenta gradualment i constantment té una direcció perpendicular respecte a la canonada, el mètode permet obtenir un bon resultat final. Aplicem el mètode només per a un treball reduït.
La segona és pressionant. Per obtenir una flexió, s’utilitza el principi d’un engranatge de banc: es col·loca un segment de canonada entre el matriu i el punxó.
Els perfils d’aquests últims, per obtenir flexions de gran qualitat, han de repetir exactament la geometria de la peça. I també en el càlcul cal tenir en compte la deformació residual del metall. A casa, aquest mètode és aplicable quan no cal una gran precisió.

El tercer - enrotllament: un mètode universal usat per a doblar canonades de paret prima i de gruix. La flexió s’obté tirant la peça entre els rodets: un de gir i dos de suport.
A més de les anteriors, la flexió de canonades també es pot realitzar mitjançant els següents mètodes:
Independentment del disseny escollit, en la fabricació independent d’una màquina per a doblegar canonades, cal tenir en compte les recomanacions d’especialistes. A l’hora d’escollir un material per al llit, cal procedir que el gruix del metall hauria de ser com a mínim d’1 / 6 de l’amplada de la canonada perfilada.
Per tant, si heu de doblegar una canonada amb una secció amb un rectangle amb paràmetres de 50 x 25 mm, aleshores per evitar deformacions del llit durant la flexió, heu d’agafar un canal o una cantonada amb un gruix d’almenys 10 mm. La placa base i el punxó amb una matriu han de ser 2 vegades més gruixudes.
El diàmetre òptim dels corrons és mínim de les mides de la secció triple. El prestatge del canal i l'angle presos per a la fabricació del bastidor han de ser de 2 i 3 vegades l'amplada de la canonada respectivament. Si heu de treballar canonades de perfil de plegat de secció rectangular de 50 x 25 mm, necessiteu un canal 100 x 10 o una cantonada 150 x 10.
Fem un doblegador de canonada hidràulica
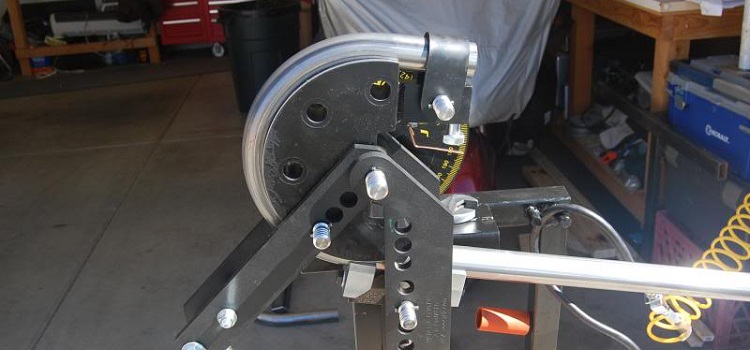
Penseu en una màquina-eina hidràulica, on es produeix la flexió a causa que la canonada central s’empenta pel centre amb un cop de puny fixat a una vara ascendent. Com a resultat d'un contacte estret de la peça, recolzada en dos corrons estacionaris, amb un punxó mòbil, aquest últim pren forma.

Per marcar la superfície de treball, es posa un eix vertical i a la distància indicada al dibuix des de la vora i l’eix, es nota la ubicació dels forats inferiors. A continuació, marca la ubicació dels forats superiors, fent la distància desitjada des de la vora. Connecten una línia recta al centre d'aquests forats i posen segments iguals al damunt.
Els eixos dels forats intermedis estaran a la intersecció de les marques realitzades amb l’eix inclinat. Es necessiten forats a la superfície de treball per controlar el radi de flexió de la peça de perfil. Com que la superfície de treball consta de dues parts mirallades, la segona es marca de la mateixa manera.
L'altura de la màquina està determinada pels paràmetres de la presa i la distància indicada al dibuix amb el símbol "a". Per doblar una canonada de perfil amb una amplada de 15 mm, aquesta escletxa en l'estat de funcionament de la presa hauria de ser aproximadament igual a 20 mm.
En aquest disseny, la força transmesa pel punxó es concentra a la seva part superior. Com a resultat d'aquest efecte, el radi exterior de la canonada pateix tensions, cosa que pot provocar un aprimament de la paret i, en alguns casos, una ruptura. Per tant, aquesta màquina no es recomana utilitzar per a la deformació de peces d'obres de paret prima.
Lligadora de canonades de bricolatge
Sobre aquest equipament, la peça pren una forma determinada mitjançant rotllatge. En un taller per a la llar, és més fàcil fer una construcció de tres rodets amb tracció manual. Considereu dues opcions per a aquestes màquines.
Opció de plataforma rotativa
El principi de construcció d'una màquina per a la flexió de canonades amb una secció transversal diferent de la rodona és el següent:
- El llit principal es connecta mitjançant una articulació a una plataforma rotativa, que estableix l’angle de flexió.
- La plataforma és accionada per una presa recolzada sobre ella per la vara de treball.
- El brocat de perfil es realitza mitjançant la rotació del mànec situat a l’eix intermedi.
Per a la fabricació de la base i els bastidors de la màquina, es necessita un canal amb una alçada de la paret de 150 a 200 mm per uns 3 m. Una canonada d’acer amb un diàmetre interior igual al diàmetre exterior dels coixinets, que es divideix en 6 segments curts, és adequada com a rodaments per als rodaments, la base dels rodets.

Des del canal es realitzen la base i dues plataformes. Després d'haver sortit d'un costat aproximadament a 0,5 m, es solda un suport vertical del mateix canal. Per fer-ho, es combinen dos segments perquè el suport estigui fort.
Observant estrictament la posició horitzontal, munten una plataforma estacionària i la cremallera posterior es solda a aquesta. A continuació, agafen una secció de la canonada de perfil i augmenten els limitadors amb una alçada no inferior al gruix de la canonada de perfil, la deformació que se suposa realitzarà a la màquina que s'està fabricant.
La plataforma de guia es connecta al bastidor principal mitjançant frontisses de les portes. Els coixinets es munten sobre les parades i les vores esteses de les dues plataformes mitjançant soldadura i reforcen l'estructura amb cantonades. Els eixos s’introdueixen als coixinets i s’uneix una nansa al centre.
Una presa està muntada a la vora de la plataforma de guia i es fixa a la base mitjançant una connexió cargolada.
El muntatge del doblador de canonada amb una plataforma rotativa es realitza en la següent seqüència:
Màquina de tres rodets
En aquesta màquina, la canonada està col·locada sobre rodets situats als costats. El corró mòbil superior es baixa sobre el producte per sobre i es fixa d'aquesta manera. A continuació, gireu el mànec i a través de la cadena transmetin el moviment als eixos. La canonada s’estira i canvia la seva geometria.
Incrementant gradualment la pressió apretant el cargol de subjecció i tirant la peça, aconsegueixen la flexió de la canonada a l'angle desitjat.

Per fer que una màquina funcioni segons aquest esquema, és necessari preparar una prestatgeria i productes metàl·lics en forma per al bastidor, eixos, 4 ressorts forts, una cadena, coixinets, fixacions i altres detalls. Per muntar els coixinets, es necessiten 3 eixos amb paràmetres corresponents als rodes dentats i rodaments.
Dos eixos estan dissenyats per a la col·locació lateral, i el tercer (de subjecció): per a suspensions en molles. És probable que aquests articles s’hagin d’ordenar al taller i la resta es pot fer amb les vostres mans.
La composició de l’eix de subjecció inclou rodaments, engranatges i anells. Als anells es talla el fil de sota dels cargols de subjecció i es fan solcs. A les prestatgeries del canal realitzeu seients sota l’eix de subjecció. A la fase final, l'estructura es munta a partir de la instal·lació del bastidor.
Després, es suspèn l’eix de subjecció als ressorts connectats a la prestatgeria mitjançant una connexió de clau.Els eixos de suport s’instal·len als costats i s’estira una cadena entre ells, utilitzant una cantonada magnètica com a suport.
En un d’ells, fixant el mànec amb un tub giratori, després realitzen la instal·lació de la presa. Fixeu-lo a la plataforma amb cargols i soldadures.
A l’hora d’instal·lar l’eix de suspensió, s’observa una certa seqüència: primer, instal·leu-la a la prestatgeria, s’hi solden les femelles de sota les molles, es gira la plataforma i es connecta als ressorts. Cal destacar que, amb la distància creixent entre els corrons, les forces exercides per a la flexió disminueixen.
Per muntar un plegador de canonades rodants, caldrà:
Al nostre lloc web hi ha diversos articles que detallen les opcions dels dispositius casolans per doblegar les canonades de perfil, us recomanem que llegiu:
- Com podeu crear tu mateix un arrebossador per al vostre perfil: una visió general dels millors productes casolans
- Com fer un piolet amb les teves pròpies mans: exemples dels millors productes casolans
Com doblar una canonada de perfil d'una manera senzilla?
El dispositiu més primitiu per canviar la forma d'una canonada de perfil és l'ús d'una plantilla de fusta. Es pot utilitzar en el cas de les canonades de parets primes doblades fetes d’acer o alumini. Per fer una màquina tan improvisada, agafen taulers, els fixen de qualsevol manera i els retallen la plantilla.

En el punt de contacte amb la canonada, el gruix de la plantilla ha de ser superior a l’alçada de la secció transversal de la canonada de perfil en diversos centímetres. La vora de la plantilla es realitza amb un pendent, en cas contrari la canonada pot relliscar.
El disseny està equipat amb una parada i unida a una base estable. La canonada es col·loca entre el pla de la plantilla i la parada i el material comença a doblegar-se, a partir de la vora del tub. Si inicieu el procés de flexió des del centre, la canonada de paret prima es pot aplanar.
Podeu inserir una vareta metàl·lica a la canonada amb un diàmetre igual al forat de la canonada o, simplement, agafar un tros de canonada i posar-la al cavall de la peça. En qualsevol cas, serà més convenient.
Per obtenir més detalls sobre com doblegar una canonada de perfil sense equipament especial, llegiu aquestes coses.
Pel mateix principi, es fabriquen màquines més potents. En aquest cas, la força es crea mitjançant un cabrestant i la canonada es fixa més fort perquè no es trenqui.
Conclusions i vídeo útil sobre el tema
Les normes bàsiques per a la fabricació d'una màquina per a processar canonades amb forma:
Màquina doblegadora de canonades a prop del disseny de fàbrica:
De totes les opcions per a màquines de formació de rotlles, s'ha de seleccionar el disseny més adequat per al seu ús. De vegades, el mecanisme més senzill és suficient per proporcionar-vos la quantitat necessària de perfil doblegat sense cap cost financer especial.
Tens experiència personal en la construcció d’una màquina doblegadora de canonades? Potser podeu proporcionar informació útil sobre el tema de l’article i publicar una foto del dispositiu realitzat? Deixa comentaris, comparteix experiències, fa preguntes al bloc següent.
 Com doblar una canonada de perfil amb les teves pròpies mans sense eines especials
Com doblar una canonada de perfil amb les teves pròpies mans sense eines especials  Instal·lació de bricolatge de canonades HDPE: instruccions de soldadura + com doblar o redreçar aquestes canonades
Instal·lació de bricolatge de canonades HDPE: instruccions de soldadura + com doblar o redreçar aquestes canonades  Artesania de bricolatge a partir de canonades de propilè: opcions casolanes
Artesania de bricolatge a partir de canonades de propilè: opcions casolanes  Com fer una cadira a partir de canonades de polipropilè amb les teves pròpies mans: instruccions pas a pas per a la fabricació
Com fer una cadira a partir de canonades de polipropilè amb les teves pròpies mans: instruccions pas a pas per a la fabricació  Instal·lació de canonades de coure DIY: tecnologia d’instal·lació de canonades de coure
Instal·lació de canonades de coure DIY: tecnologia d’instal·lació de canonades de coure  Tecnologia de soldadura DIY per a canonades de polipropilè: una visió general dels mètodes i matisos
Tecnologia de soldadura DIY per a canonades de polipropilè: una visió general dels mètodes i matisos  Quant costa connectar el gas a una casa privada: el preu de l’organització del subministrament de gas
Quant costa connectar el gas a una casa privada: el preu de l’organització del subministrament de gas  Les millors rentadores amb assecador: valoració del model i consells per al client
Les millors rentadores amb assecador: valoració del model i consells per al client  Quina és la temperatura del color de la llum i els matisos de l’elecció de la temperatura de les làmpades en funció de les vostres necessitats
Quina és la temperatura del color de la llum i els matisos de l’elecció de la temperatura de les làmpades en funció de les vostres necessitats  Substitució d’un guèiser en un apartament: documentació de substitució + normes bàsiques i requisits
Substitució d’un guèiser en un apartament: documentació de substitució + normes bàsiques i requisits {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}