Teplota pájení polypropylenových trubek: hlavní etapy svařování + tabulka hodnot

Jednou z fází výstavby soukromých domů a bytů je instalace komunikací zodpovědných za zásobování vodou nebo vypouštění odpadních vod. Sestavení polypropylenových trubek je mnohem snazší než instalace kovových konstrukcí. K jejich spojování se používají armatury, které jsou svařovány pomocí speciálního vybavení - železa.
V našem navrhovaném článku popisujeme technologii výroby spojů a udáváme standardní teplotu pro pájení polypropylenových trubek. Budeme hovořit o přípravných opatřeních nezbytných pro výrobu trvanlivých a těsných spojů. Na základě našich rad můžete potrubí sestavit bez problémů.
Obsah článku:
Pájení jako způsob připojení trubek PPR
Při svařování je důležité všechno: průměr, teplota pájení produktů PP, doba expozice svařovacího stroje. Nejprve se ale musíte seznámit se základními technologiemi a naučit se používat nástroje.
Je nemožné zahájit pájecí proces bez určení typu a velikosti materiálu. Nabízíme vám najít užitečné informace, které vám pomohou vybrat ten správný polypropylenové trubky a tvarovkya také provést jejich instalaci s vědomím nuancí a posloupnosti procesu.
Co potřebujete vědět o polypropylenových trubkách?
Technologie svařování (nebo pájení - oba termíny jsou stejně použitelné) poskytují vlastnosti polypropylenu - technického polymeru pro univerzální použití. Je tavitelný, ale po ochlazení a kalení vrací vlastnosti pevnosti a těsnosti.
Trubky se liší průměrem, tloušťkou stěny, barvou, vlastnostmi. Vzhledem k rozsahu průměrů –16 - 110 mm lze realizovat jakékoli technické řešení.

Nemůžete věnovat pozornost barvě polymeru, protože je vybrán výrobcem podle jeho uvážení, ale na barvě proužků záleží:
- modrá - pro přívod studené vody;
- červené - pro přívod teplé vody a topení.
Základní informace, na které by se mělo při nákupu a pájení trubek spoléhat, jsou však uvedeny na označení. Materiál trubky z polypropylenu je označen kombinací písmen Ppr, PP-H, PP-B, Pprc.

Klasifikace podle jmenovitého tlaku, maximální přípustné pro instalaci za specifických podmínek, pomáhá při výběru produktů pro domácí nebo průmyslové systémy.
Na základě toho se rozlišují 4 typy trubek PPR:
- PN-10 (s nominální hodnotou 1,0 MPa) - určené k přepravě studené vody. Někdy se používají pro podlahové vytápění za předpokladu, že chladicí médium neohřívá nad +45 ° C.
- PN-16 (se jmenovitou hodnotou 1,6 MPa) - používá se pro montáž systémů přívodu teplé / studené vody. Maximální přípustná teplota je +60 ° C.
- PN-20 (s nominální hodnotou 2,0 MPa) - odolávají teplotám až + 80-90 ° C v potrubích chráněných před vodním kladivem.
- PN-25 (s nominální hodnotou 2,5 MPa) - vhodné nejen pro autonomní, ale také pro centralizované zásobování vodou. Doporučená maximální teplota je +95 ° C, ale vydrží i vyšší.
Je lepší přeplatit a zakoupit spolehlivé trubky s mírně vyšší hodnotou než ušetřit a odebrat materiál omezený teplotními parametry.
Při výrobě trubek platí princip: čím vyšší je teplota chladicí kapaliny a tlak v systému, tím silnější je zeď.

Toto je minimální znalost, která je nezbytná pro správné použití trubek PPR. Pokračujeme stručným popisem procesu.
Technologický popis procesu pájení
Existují dva typy pájecí polypropylen - zadek a rukáv. První se prakticky nepoužívá pro domácí komunikační zařízení, protože se liší ve složité technologii a používá se výhradně pro připojení trubkových trubek velkého průměru.

Princip svařování spočívá v tom, že dva kusy trubek, které mají přibližně stejný průměr a tloušťku stěny, se zahřívají speciálním nástrojem a spojují se zvonkovitým způsobem.
Hlavní rys: spojka v chladném stavu by měla mít průměr o něco menší.

Po zahřátí se vytvoří polymerní fúzní zóna. Je důležité, aby zahrnoval pouze pracovníky sousedící s sebou.
Zde je důležité rychle vyjmout součásti z nástroje a spojit je dohromady, díky čemuž dojde ke sloučení dvou segmentů do jednoho, po kterém následuje polymerizace. Spolehlivost připojení závisí na čase stráveném na topném procesu a na správně zvolené teplotě.
Standardní teplota
Přehřátí i nedostatečné zahřívání nepříznivě ovlivňují výsledek svařování. V prvním případě dochází k deformaci prvků, přílivu válce, zmenšení vnitřního průměru. Následně v oblastech nerovných spojů je možné vytváření vodního kamene a zátky.
Ve druhém případě bude spojení slabé a kvůli nedostatečné těsnosti zůstane riziko úniku.

Je třeba dodržovat svařovací techniku a parametry jako:
- průměr svařovaných výrobků;
- doba zahřívání a chlazení;
- teplota zařízení;
- okolní teplota.
To je věřil, že proces svařování PP trubek je nepraktické provádět při teplotě pod -10 ° C, horní mez je +90 ° C Nejvýhodnější je okolní teplota od 0 ° C do +25 ° C. Pro usnadnění zapamatování byly potřebné hodnoty teploty a času převedeny do jedné tabulky.

Je-li teplota vzduchu v místnosti nebo na ulici nižší než +5 ° C, prodlužuje se doba topení asi o 50%, tj. Dvakrát. Hodnota teploty topení je všude stejná - +260 ° С. Platný rozsah je + 255-280 ° C.
Je zajímavé, že volba parametru nezávisí na průměru trubky - stejné hodnoty se používají pro 16 mm i 50 mm. Změní se pouze časové období. Z tohoto důvodu není svařovací teplota polypropylenových tvarovek a trubek obvykle uvedena v technologických tabulkách.
Podrobné pokyny k instalaci
Proces pájení je rychlý. To lze vidět analýzou dat umístěných v tabulce. Například pro připojení dvou prvků o průměru 20 mm bude při pokojové teplotě trvat 5 sekund, než se zahřeje, další 4 sekundy se připojí, poté 180 sekund, než se ochladí. Celkem - 3 minuty 9 sekund.
V tomto ohledu je důležité vypracovat všechny pohyby, aby při spojování již zahřátých prvků nedošlo k žádnému závěsu. Zvažte nuance každé fáze instalace polypropylenových trubek samostatně.
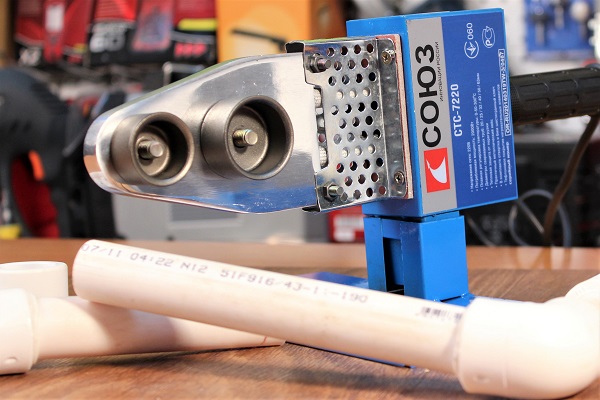
Fáze 1 - Příprava speciálních nástrojů
Pro pájení doma budete potřebovat zařízení určené pouze pro svařování polypropylenových dílů - trubky, úhly, spojky, odpaliště, zátky.
Má smysl získat nový nástroj, pokud je plánováno sestavení vodovodního systému od nuly s další údržbou. Pro jednorázovou práci je možné si pronajmout vybavení. železo pro svařování PP trubek nebo chvilku od přátel. Kromě speciálních nástrojů bude vyžadována úroveň, značka, pravítko nebo měřítko pásky.
Fáze č. 2 - značení a řezání trubek
Řezání trubek se provádí dříve, před prvním pájením. Doporučujeme připravit všechny prvky a naskládat je podle obrysu. Součástí projektu je instalace topného systému nebo přívodu vody.

Měříme trubkové segmenty požadované délky a pečlivě je řezáme řezačka trubek. Potom vybereme tvarovky, které jsou vhodné pro průměr - nejčastěji se jedná o spojky, podložky a lokty.Jsou-li prvky vyztuženy, odstraňte hliníkovou vrstvu.
V důsledku toho by měly být okraje svařovaných částí dokonale rovné, odříznuté kolmo k ose potrubí, vyčištěny a odmaštěny.
Fáze č. 3 - spojovací prvky a topení
Instalujeme zařízení, vybereme spojky a trny požadovaného průměru. Zapojíme jej do sítě a zahřejeme, protože již víme, při které optimální teplotě by měly být polypropylenové trubky pájeny - +260 ° С. Je to ona, kdo je uveden v návodu k použití páječky.
Vezměte prosím na vědomí, že někteří výrobci vyrábějí zařízení s rozsahem až +320 ° C. To neznamená, že musíte produkovat vytápění na maximum. Pečlivě si přečtěte pokyny - jsou zde uvedeny podmínky, za kterých jsou přípustné vysoké hodnoty ohřevu.
Na koncích částí, které je třeba připojit, vytvořte značky označující hloubku zahřívání. Znovu zkontrolujeme, zda jsou pracovní povrchy suché a odmaštěné, protože vlhkost nebo kluzký povrch může způsobit netěsnost spoje.

Od chvíle, kdy jsou součásti nainstalovány, začneme odpočítávat sekundy - podle hodnot uvedených v tabulce. Po uplynutí nastavené doby odstraníme části, rychle vložíme trubku do armatury - až ke stejné značce. Snažíme se uspořádat součásti koaxiálně, pouze pár vteřin je dáno k nápravě polohy. Nesmí být dovoleno zkreslení a zalomení prvků!
Udržujte uzel ve správné poloze, dokud nenastane polymerace. Obvykle to jsou 3 minuty nebo více - zkontrolujeme dobu chlazení podle tabulky. Chlazené a správně vařené díly jsou neoddělitelné, pevné a trvanlivé.
Na druhé straně svařte klíčové uzly a poté je sestavte a svařte je již na místě instalace topného okruhu, kanalizace nebo rozvod vody.
Závěry a užitečné video na toto téma
Video č. 1. Technologie pájení trubek PPR:
Video č. 2. Analýza běžných chyb:
V internetovém prostoru je velké množství seminářů o pájecích trubkách z polypropylenu. Některé z nich zastřelili nekvalifikovaní amatéři, takže tipy na svařovací techniky a výběr teploty se mohou ukázat jako nepravdivé.
Lepší než ostatní jsou možnosti svařovacího stroje známy výrobci, proto si před začátkem pájení přečtěte pokyny, které vás ochrání před technickým sňatkem a neprofesionální radou..
Povězte nám o svých zkušenostech s montáží polypropylenové trubky a pájením. Sdílejte technologické jemnosti, které mohou být užitečné pro návštěvníky webu. Nechte prosím komentáře v bloku níže, klást otázky, publikovat fotografie k tématu článku.
 Plynový hořák pro pájení měděných trubek: hlavní typy hořáků + tipy pro potenciální kupce
Plynový hořák pro pájení měděných trubek: hlavní typy hořáků + tipy pro potenciální kupce  Svařovací stroj na polyethylenové trubky: který je lepší koupit a jak jej správně používat
Svařovací stroj na polyethylenové trubky: který je lepší koupit a jak jej správně používat  Jak se provádí tupé svařování polyethylenových trubek: instruktáž o práci
Jak se provádí tupé svařování polyethylenových trubek: instruktáž o práci  Elektrické svařování pro začátečníky: nuance svařování a analýza základních chyb
Elektrické svařování pro začátečníky: nuance svařování a analýza základních chyb  Jak vařit svislé a vodorovné švy elektrickým svařováním: pokyny krok za krokem
Jak vařit svislé a vodorovné švy elektrickým svařováním: pokyny krok za krokem  Kolik stojí připojení plynu k soukromému domu: cena za organizaci dodávek plynu
Kolik stojí připojení plynu k soukromému domu: cena za organizaci dodávek plynu  Nejlepší pračky se sušičkou: hodnocení modelu a tipy pro zákazníky
Nejlepší pračky se sušičkou: hodnocení modelu a tipy pro zákazníky  Jaká je barevná teplota světla a nuance volby teploty lamp, aby vyhovovaly vašim potřebám
Jaká je barevná teplota světla a nuance volby teploty lamp, aby vyhovovaly vašim potřebám  Výměna gejzíru v bytě: náhradní papírování + základní normy a požadavky
Výměna gejzíru v bytě: náhradní papírování + základní normy a požadavky {kind=link}
{kind=link}
{kind=link}
{kind=link}