Elektrické svařování pro začátečníky: nuance svařování a analýza základních chyb

Byt, natož soukromý dům, potřebuje pravidelnou údržbu a opravy. Domácí řemeslník musí být generál, schopný plnit mnoho různých úkolů. Proto mistři chtějí ovládat co nejvíce technologií, jak je to možné.
Jednou z nejvyhledávanějších dovedností je schopnost provádět svářečské práce. Praxe ukazuje, že elektrické svařování je nejlepší pro začátečníky - technologie je jednoduchá a přístupná každému, kdo se chce naučit, jak ji používat. Než začnete tuto metodu ovládat, měli byste se seznámit s teoretickým aspektem otázky, souhlasíte?
Všechny potřebné informace jsou podrobně popsány v našem článku. Popsali jsme princip elektrického svařování a určili, které zařízení je nejlepší zvolit pro práci doma. Kromě toho článek poskytuje technologii krok za krokem pro svařování dílů, způsoby výroby švů a také seznam možných defektů spojů.
Obsah článku:
Co je to elektrické svařování?
Elektrická energie se nazývá jednou z metod svařování, když se elektrický oblouk používá pro zahřívání a následné tavení kovů. Teplota posledně jmenovaného dosahuje 7000 ° C, což je mnohem vyšší než teplota tání většiny kovů.
Proces elektrického svařování probíhá následovně. K vytvoření a údržbě elektrického oblouku se ze svařovacího zařízení přivádí proud do elektrody.

Když se elektrodová tyč dotkne svařovaného povrchu, teče svařovací proud. Elektroda a kovové okraje svařovaných prvků se pod vlivem elektrického oblouku začnou roztavovat.Z taveniny je vytvořen svařovací bazén, jak říkají svářeči, ve kterém je roztavená elektroda smíchána se základním kovem.
Roztavená struska plave na povrch lázně, která tvoří ochranný film. Po vypnutí oblouku kov postupně ochlazuje a vytváří šev pokrytý stupnicí. Po úplném vychladnutí se materiál vyčistí.
Ke svařování lze použít nespotřebitelné a spotřební elektrody. V prvním případě se do taveniny zavádí plnicí drát, aby se vytvořil svar, ve druhém to není nutné. Speciální zařízení se používá pro vytváření a následnou údržbu elektrického oblouku.
Domácí dovednosti svářeče jsou vyžadovány k dokončení rozsáhlé řady úkolů:
Co je potřeba pro svařování doma?
Pro práci budete potřebovat především svařovací stroj. Existuje několik druhů.
Rozhodněte se, který z nich bude dávat přednost.
- Svařovací generátor. Charakteristickým rysem je schopnost vyrábět elektrickou energii a používat ji k vytváření oblouku. Bude to užitečné tam, kde není aktuální zdroj. Má působivé rozměry, takže není příliš pohodlné používat.
- Svařovací transformátor. Zařízení převádí střídavé napětí dodávané ze sítě na střídavé napětí jiné frekvence, které je nezbytné pro svařování. Zařízení jsou snadno ovladatelná, ale mají významné rozměry a reagují negativně na možné přepětí síťového napětí.
- Svařovací usměrňovač. Zařízení, které převádí napětí dodávané ze sítě na stejnosměrný proud, což je nezbytné pro vytvoření elektrického oblouku. Liší se kompaktností a vysokým celkovým výkonem.
Pro provoz doma je výhodný invertorový usměrňovač. Obvykle se nazývají jednoduše střídače. Zařízení má velmi kompaktní velikost. Při práci ho zavěsí na rameno. Princip činnosti zařízení je poměrně jednoduchý.
Převádí vysokofrekvenční proud na stejnosměrný proud. Práce s tímto typem proudu poskytuje svary nejvyšší kvality.

Střídače jsou ekonomické, pracují z domácí sítě. Kromě toho je s nimi lepší, když s nimi začátečník pracuje. Obsluhují se velmi snadno a poskytují stabilní oblouk.
Nevýhody střídačů zahrnují vyšší náklady než jiná zařízení, citlivost na prach, vlhkost a přepětí. Při výběru střídače pro domácí svařování věnujte pozornost rozsahu hodnot svařovacího proudu. Minimální hodnota je 160-200 A.
Další funkce vybavení mohou usnadnit začátečníkům.
Z těchto příjemných „bonusů“ stojí za zmínku:
- Horký start - což znamená zvýšení počátečního proudu přiváděného při zapálení svařovacího oblouku. Díky tomuto oblouku je aktivace mnohem snazší.
- Anti stick - automaticky snižuje svařovací proud, pokud je elektrodová tyč zaseknutá. To usnadňuje jeho oddělení.
- Oblouková síla - zvyšuje svařovací proud, pokud je elektroda přivedena do produktu příliš rychle. V tomto případě nedochází k lepení.
Kromě svařovacího stroje jakéhokoli typu jsou zapotřebí elektrody. Jejich značka je nejlépe vybrána podle speciální tabulky, která uvádí typ svařovaného materiálu.
Bude také vyžadována svařovací maska. Nejlepší ze všeho je ten, který se nosí na hlavě. Modely, které potřebujete držet v ruce, jsou velmi nepohodlné.

Maskou může být jednoduché tmavé sklo nebo tzv. „Chameleon“. Druhá možnost je výhodnější, protože když se objeví oblouk, sklo automaticky ztmavne.
Pracujte pouze ve speciálním oděvu, který chrání před stříkáním a ultrafialovým zářením. Může to být hustá bavlněná kombinéza, boty nebo vysoké boty, plachta nebo pogumované rukavice.
Elektrická svařovací technologie
Naučit se, jak správně svařovat díly elektrickým svařováním, je lepší pod vedením zkušených svářečů. Pokud to z nějakého důvodu selže, můžete to zkusit sami. Nejprve musíte řádně uspořádat pracoviště. To je velmi důležité, protože svařování se vztahuje na vysoké teploty, a proto procesy nebezpečné pro oheň.
Pro práci musíte vybrat pracovní stůl nebo jakýkoli jiný podstavec z nehořlavého materiálu. Dřevěné stoly a podobné výrobky jsou přísně zakázány. Je vhodné, aby v blízkosti místa, kde bude svařování prováděno, neexistovaly žádné hořlavé předměty.
Nezapomeňte umístit k sobě kbelík vody, abyste vyloučili možné zdroje vznícení. Kromě toho musíte určit bezpečné místo, kde se budou sčítat zbytky použitých elektrod. I ten nejmenší z nich může způsobit požár.

Pro první nezávislé švy musíte připravit zbytečný kus kovu a vyzvednout elektrody. V takových případech odborníci doporučují používat tyče o průměru 3 mm. Menší průměr se používá pro svařování tenkých plechů, které se nepohodlně naučí. Elektrody s větším průměrem vyžadují vysoce výkonné vybavení.
Začneme odizolováním kovové části, na které bude šev umístěn. Neměla by být rez a žádné znečištění.
Poté, co je díl připraven, vezměte elektrodu a vložte ji do svorky svařovacího stroje. Potom vezmeme klip „uzemnění“ a pevně jej připevníme na díl. Zkontrolujte kabel znovu. Musí být zasunut do držáku a dobře izolován.
Nyní musíte zvolit provozní proud pro svařovací stroj. Je vybrán podle průměru elektrody. Zvolenou sílu nastavíme na panel svařovacího zařízení.
Dalším krokem je zapálení oblouku. K tomu musí být elektroda přivedena k součásti v úhlu asi 60 ° a velmi pomalu přidržována na základně. Měly by se objevit jiskry. Jakmile k tomu dojde, jemně se dotkněte elektrody součásti a okamžitě ji zvedněte do výšky ne více než 5 mm.

V tuto chvíli začne blikat oblouk, který musí být udržován po celou dobu provozu. Jeho délka by měla být 3-5 mm. Toto je vzdálenost mezi koncem elektrody a obrobku.
Při udržování oblouku v provozním stavu musíte mít na paměti, že během provozu elektroda shoří a zkracuje se. Pokud je elektroda příliš blízko obrobku, může dojít k ulpívání. V tomto případě je musíte mírně otočit do strany. Oblouk se nemusí poprvé rozsvítit.Možná není dostatek proudu, pak je třeba ho zvýšit.
Poté, co se začínající svářeč naučil zapálit oblouk a udržet jej v provozním stavu, můžete přistoupit k fúzi válce. Toto je nejjednodušší ze všech operací. Zapálili jsme oblouk a začneme velmi plynule a přesně pohybovat elektrodou podél budoucího švu.
Současně provádíme oscilační pohyby připomínající půlměsíc s malou amplitudou. Nějakým způsobem „shrnujeme“ roztavený kov do středu oblouku. Měli byste tedy získat rovnoměrný šev, který vypadá jako váleček. Na ní bude přítomen malý zvlněný příliv kovu. Po ochlazení švu musíte do něj srazit váhu.
Techniky svařování elektrickým obloukem - metody svařování
Chcete-li získat vysoce kvalitní šev, musíte se naučit, jak jej udržovat, a pak pohybovat obloukem. Zejména ovlivňuje kvalitu délky elektrického oblouku. Pokud je větší než 5 mm, považuje se za dlouhou.
V tomto případě dochází k nitridaci a oxidaci roztaveného kovu. Je stříkán kapkami, zatímco šev je porézní a není dostatečně silný. Pokud je oblouk příliš krátký, může dojít k nedostatečné fúzi.

K svařování se používají různé metody. Podrobně zvažujeme ty hlavní.
Možnost č. 1: spodní tupé spoje
Nejběžnější a nejjednodušší způsob připojení součástí. Pro tloušťky kovů do 0,8 cm se používá oboustranné svařování. U kovových spojů tenších než 0,4 cm se provádí pouze jednostranné svařování.
Pro práci se vybírají elektrody, jejichž průměr je stejný jako tloušťka kovu. Pokud přesáhne 8 mm, provede se svařování řeznými hranami. Dále je úhel řezu asi 30 °.
Svařování se provádí v několika průchodech. Aby se zabránilo vyhoření, je vhodné použít odnímatelné obložení z oceli nebo mědi. První průchod se provádí s elektrodou malého průměru, ne větší než 4 mm.
Při provádění prvního švu je velmi důležitá jeho přesnost a hloubka průniku. Po aplikaci by za okraje neměl být žádný roztavený kov.
Pro druhý a všechny následující průchody se používají elektrodové tyče s větším průměrem. Jsou vybírány pro vysoce kvalitní vyplnění vybrání vytvořeného mezi okraji.
Elektroda se pomalu pohybuje podél švu, zatímco provádí oscilační pohyby, jako by kymácela elektrodu ze strany na stranu, aby zcela vyplnila dutiny roztaveným kovem.
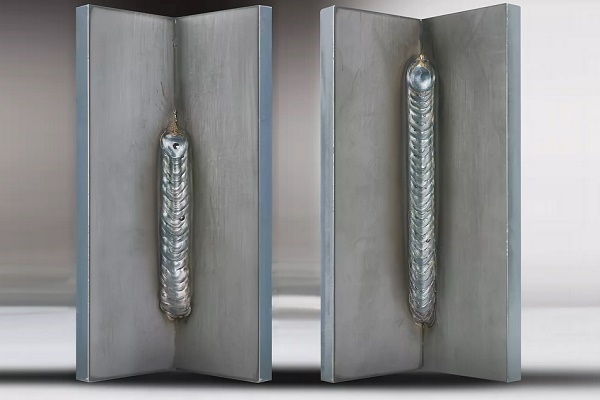
Možnost č. 2: spáry dolních rohů
Zkušení svářeči tvrdí, že dobrých výsledků lze dosáhnout svařováním rohů „v lodi“. To znamená, že spojované části jsou instalovány v úhlu 45 ° nebo jiném.
To zajišťuje nejvyšší kvalitu pronikání do stěn výrobku a snižuje se riziko podbízení a nedostatečného pronikání. Tento způsob svařování umožňuje navařování svarů velkého průřezu v jednom průchodu.

Existují dva typy svařování „člunem“ - symetrické a asymetrické:
- Díly se sklonem 45 °. Pravděpodobnost ochabnutí nebo podříznutí jedné ze stěn je minimální. Reverzní a přímé polaritové svařování se provádí při maximálních hodnotách proudu. Při provádění obrácené polarity svařování by délka elektrického oblouku měla být minimální.
- Naklápěcí díly pod úhlem 60 ° nebo 30 ° - asymetrický "člun". Tato možnost je velmi výhodná, pokud se práce provádí na těžko přístupných místech, protože amplituda pohybu elektrod je malá. Svářeč nasměruje oblouk do samého kořene švu, přičemž se ujistí, že nepřekračuje hranice budoucího švu. Rovněž není dovoleno ukládat příliš mnoho kovu v jednom průchodu.
Rohové spoje mohou mít tvar písmene T, takže se musíte naučit, jak svařovat kov správně a bez chyb v několika průchodech.
Použití jednoho průchodu je možné pouze tehdy, jsou-li jednoduché konstrukce přivařeny ke stranám, které svírají úhel 45 ° u zaobleného svaru. Průměr elektrody v tomto případě nesmí přesáhnout tloušťku kovu o více než 0,15-0,3 cm.
Standardní vícestupňové svařování T se provádí následujícím způsobem. Pro první průchod se odebere elektroda s větším průměrem, než elektrody vybrané pro následující průchody. Používá se například elektroda, jejíž velikost se pohybuje od 0,4 do 0,6 cm.

Svařování se provádí hladce, bez příčných vibračních pohybů. Při provádění zbývajících průchodů jsou nutně provedeny. Je důležité, aby amplituda kmitů byla v přijatelné šířce švu.
Další významný bod. Při svařování T úhlového spoje by měl být elektrický oblouk vždy zapálen na vodorovně umístěné polici.
Při elektrickém svařování rohů do-it-sami můžete použít překrývající se připojení. V tomto případě jsou svařované díly umístěny jedna na druhou s přesahem. Oblouk s přímou polaritou by měl být krátký, s obrácením - co nejkratší. Nasměrujte oblouk přesně na kořen křižovatky.
Během svařovacího procesu je nutné provést elektrodou malý vratný pohyb s velkou amplitudou. Takto bude možné rovnoměrně zahřívat celou oblast spoje. V tomto případě je svařovací bazén rovnoměrně vyplněn a šev bude vypouklý a plný.
Možnost č. 3: svislé švy
Švy směřované svisle provádějí pouze krátký oblouk. Pracovní proud by měl být o 10% až 20% nižší než při svařování součástí ve spodní poloze. Tyto požadavky lze snadno vysvětlit.
Méně proudu znamená, že roztavený tekutý kov nebude odtékat ze svařovacího bazénu. Použití menšího oblouku je výhodnější.

Zkušení svářeči raději vaří svislé švy zdola nahoru. Oblouk je zapálen v nejnižším bodě budoucího švu. Poté připravte malou vodorovně umístěnou plošinu, jejíž rozměry odpovídají průřezu budoucího švu.
Potom pomalu posuňte elektrodovou tyč nahoru. V tomto případě jsou nutně prováděny pohyby přes spojení.
Mohou být ve formě vánočního stromu, rohu nebo půlměsíce. Poslední možností je nejjednodušší provedení. Kromě toho je důležité sledovat správnou polohu elektrod.Teoreticky se penetrace nejlépe provádí, pokud je tyč kolmá na šev, tj. Vodorovně.
Tupé svary se vyznačují následujícími kritérii:
Praxe ukazuje, že v této poloze elektrodové tyče proudí tekutý kov dolů švem. Aby se tomu zabránilo, úhel tyče se volí v rozmezí 45 ° - 50 °. Toto je nejlepší volba pro vertikální svařování. Pro svařování dílů ve směru zdola nahoru jsou vybrány elektrody, jejichž průměr nepřesahuje 0,4 cm.
Možnost č. 4: podrobnosti potrubí
Doma si často musíte pamatovat, jak svařovat kovovou trubku elektrickým svařováním. Svislý šev je obvykle vytvořen na straně součásti a vodorovný šev kolem obvodu. Ocelové trubky tupý svar. Všechny hrany se jistě dobře vaří.
Aby se minimalizoval příliv uvnitř trubky, elektroda se přivede k produktu v úhlu ne více než 45 °. Šířka švu by měla být 0,6 až 0,8 cm, výška - 0,2 až 0,3 cm.

Před svařováním jsou díly, které mají být připojeny, důkladně očištěny. Konce potrubí jsou zkontrolovány. Pokud jsou zdeformované, narovná se nebo řezání pomocí řezačky trubek. Potom se okraje částí vyhladí na kovový lesk uvnitř a ven ve vzdálenosti alespoň 1 cm od okraje. Poté pokračujte ve svařování.
Kloub je svařen bez přerušení, dokud není zcela uvařen. U nerotujících spojů trubek se stěnami do šířky 0,6 mm se provádějí dva svařovací průchody, u výrobků se stěnami o šířce 0,6 až 1,2 cm, tři průchody, pro části se stěnami širšími než 1,9 cm, čtyři průchody.
Kromě toho se každý následující šev aplikuje až po odstranění měřítka z předchozího.
Nejdůležitější je kvalita prvního švu. V průběhu jeho implementace by se všechny otupení a hrany měly zcela roztavit. Trhliny, i ty nejmenší, by neměly být. Pokud ano, jsou taveny nebo krájeny. Poté se fragment znovu uvaří. Podobně se provádí svařování rotačních trubek.
Možné vady svařovacích spojů a švů
Elektrické svařování je složitý proces a ne vždy všechno jde hladce.
V důsledku chyb v práci mohou mít švy a klouby různé vady, mezi něž patří:
- Krátery Malé vybrání ve svarové housence. Může se objevit v důsledku zlomení oblouku nebo chyb při provádění konečného fragmentu švu.
- Póry. Svařovací šev se stává porézním v důsledku kontaminace okrajů součástí rezem, olejem atd. Kromě toho může dojít k poréznosti, když je šev příliš rychle ochlazován, při vysoké rychlosti svařování a při práci s nesušenými elektrodami.
- Drážky. Vypadají jako malé výklenky na obou stranách korálky stehu. Objeví se, když jsou elektrody posunuty ve směru svislé stěny při svařování rohových spojů.Kromě toho se při práci s dlouhým obloukem nebo při příliš vysokých hodnotách svařovacího proudu vytvářejí podříznutí.
- Zahrnutí strusky. Uvnitř svarové housenky jsou kousky strusky. To se může stát, když jsou okraje špinavé, svařovací rychlost je vysoká nebo je svařovací proud příliš nízký.
Toto jsou nejčastější vady svaru, ale mohou existovat i jiné.
Další informace o svařování svislých a vodorovných švů elektrickým svařováním jsou uvedeny v tento článek.
Závěry a užitečné video na toto téma
Vlastnosti svařování trubek:
Jak zvolit svařovací střídač:
V případě potřeby se může každý domácí mistr naučit základům svařování. Není to tak těžké. Bude to vyžadovat trpělivost, přesnost a samozřejmě přesné provedení všech pokynů. Vše bude mnohem jednodušší, pokud bude proces zvládnutí nové dovednosti veden zkušeným odborníkem.
Máte osobní zkušenosti s připojováním dílů pomocí elektrického svařování? Chcete se podělit o své znalosti nebo se zeptat na toto téma? Zanechte prosím komentáře a zúčastněte se diskusí - formulář zpětné vazby je uveden níže.
 Jak se provádí tupé svařování polyethylenových trubek: instruktáž o práci
Jak se provádí tupé svařování polyethylenových trubek: instruktáž o práci  Svařovací stroj na polyethylenové trubky: který je lepší koupit a jak jej správně používat
Svařovací stroj na polyethylenové trubky: který je lepší koupit a jak jej správně používat  Teplota pájení polypropylenových trubek: hlavní etapy svařování + tabulka hodnot
Teplota pájení polypropylenových trubek: hlavní etapy svařování + tabulka hodnot  Jak vařit svislé a vodorovné švy elektrickým svařováním: pokyny krok za krokem
Jak vařit svislé a vodorovné švy elektrickým svařováním: pokyny krok za krokem  Kolik stojí připojení plynu k soukromému domu: cena za organizaci dodávek plynu
Kolik stojí připojení plynu k soukromému domu: cena za organizaci dodávek plynu  Nejlepší pračky se sušičkou: hodnocení modelu a tipy pro zákazníky
Nejlepší pračky se sušičkou: hodnocení modelu a tipy pro zákazníky  Jaká je barevná teplota světla a nuance volby teploty lamp, aby vyhovovaly vašim potřebám
Jaká je barevná teplota světla a nuance volby teploty lamp, aby vyhovovaly vašim potřebám  Výměna gejzíru v bytě: náhradní papírování + základní normy a požadavky
Výměna gejzíru v bytě: náhradní papírování + základní normy a požadavky {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Děkuji! Naučil jsem se mnoho užitečných věcí pro sebe. Jak svařovat hranaté trubky pod úhlem 90?
Užitečné video, podle mého názoru, zejména pro delitanty.
Děkuji! Bylo to velmi zajímavé číst.
Díky za informace.