Technologia spawania DIY rur polipropylenowych: przegląd metod i niuansów

Chcesz naprawić lub wymienić komunikację wykonaną z rur polimerowych? Zgadzaj się, że nie jest źle oszczędzać na wezwaniu mistrza, samodzielnie montując nowy rurociąg. Ale nie wiesz, jak połączyć poszczególne elementy systemu między sobą i co jest do tego potrzebne.
W naszym artykule szczegółowo opisano technologię spawania rur polipropylenowych - każdy początkujący hydraulik może połączyć je własnymi rękami. Powiemy ci, co wziąć pod uwagę, jak używać lutownicy do dokowania plastikowych elementów. Pokażę Ci, w jakich przypadkach stosowane są inne metody.
Aby pomóc początkującemu mistrzowi, wybraliśmy szczegółowe klipy wideo przedstawiające krok po kroku proces spawania polipropylenu oraz ilustracje fotograficzne.
Treść artykułu:
Rury i akcesoria montażowe
Jedną z niepodważalnych zalet rur polimerowych jest łatwość montażu.
Montaż elementów można wykonać prawie wszędzie: układany otwarcie na ścianach lub ukryty pod podłogą.

Rury polimerowe są dostępne w średnicach od 20 do 110 mm. Do użytku domowego najczęściej używane produkty mają wymiary 20/25/32/40 mm. Zakres zastosowania określa wskaźnik ciśnienia nominalnego materiału.
W oznaczeniu jest to oznaczone literami „PN”:
- PN 10 - wybierz wyposażenie w zimną wodę.
- PN 16 - stosowany do zimnej wody, ale o wyższym ciśnieniu, a także w układzie systemu „ciepłej podłogi”.
- PN 20 - produkty, których jedynym ogranicznikiem jest reżim temperaturowy płynów transportowanych przez nie. Nie powinna przekraczać 75 ° C.
- PN 25 - uniwersalne produkty stosowane do układania zarówno systemów „zimnych”, jak i „gorących”, których temperatura osiąga 90 ° С.
W sprzedaży można znaleźć produkty polimerowe wyposażone w dodatkowe wzmocnienie.

Główną cechą rur polimerowych jest niemożność ich gięcia.
Dlatego wszystkie zmiany trajektorii ułożonej autostrady są przeprowadzane tylko z prostych odcinków połączonych łącznikami pomocniczymi:
- krzyże - dla możliwości rozgałęzienia głównego strumienia;
- trójniki - mnożniki strumienia;
- złącza - do łączenia rur w prostym odcinku;
- zakręty - dla zmian w kierunku rurociągu.
Łączniki mogą być wyposażone w osadzony metalowy gwint, który umożliwia połączenie rurociągu polimerowego z metalowymi elementami.

Wybierając elementy pomocnicze, należy wziąć pod uwagę dwa parametry: wewnętrzny przekrój produktów i grubość ich ścian. Parametry te powinny odpowiadać charakterystyce technicznej zastosowanych rur polipropylenowych.
Metody łączenia rur polimerowych
Podczas łączenia rur wykonanych z materiałów polimerowych, w zależności od warunków instalacji, stosuje się jedną z dwóch metod:
- Lutowanie - obejmuje ogrzewanie i łączenie stopionych końców elementów.
- Bez lutowania - polega na łączeniu rur za pomocą złączek zaciskowych lub przez wykonanie tzw. spawania „na zimno”.
Druga metoda instalacji jest wygodna w tym sensie, że do jej wdrożenia nie trzeba używać specjalnego sprzętu. Wszystkie prace można wykonać za pomocą prostego narzędzia - klucza do zaciskania.
Rurę polipropylenową o grubości ścianki większej niż 4 mm i średnicy większej niż 50 mm łączy się za pomocą techniki zgrzewania doczołowego:
Narzędzia do połączeń
Głównym narzędziem służącym do łączenia rur z tworzyw sztucznych jest żelazko do spawania. Jest to rodzaj lutownicy zasilanej siecią 220 V. Zasada działania urządzenia jest dość prosta. Rolę elementu grzejnego żelaza wykonuje grzejnik spawalniczy umieszczony w metalowej obudowie.
Ogrzewa do ustalonej temperatury piec, który ogrzewa dysze. Regulator temperatury odpowiada za utrzymanie optymalnej temperatury dysz. Poświęcone jest lutowanie i typowe błędy popełniane podczas łączenia rur polipropylenowych następny artykuł, z którymi radzimy się zapoznać.

Żelazko zawiera dysze grzewcze o standardowych rozmiarach. Ogrzewając do określonej temperatury, zmiękczają propylen do lepkości, która zapewni szczelne połączenie elementów.
Dysze dobierane są w zależności od średnicy zastosowanych rur:
- 20. rozmiar - dla rur o średnicy pół cala;
- 25. - dla produktów o średnicy 0,75 cala;
- 40 - dla elementów o przekroju 1,25 cala.
Ponieważ koszt takiej spawarki jest dość wysoki i nie trzeba jej tak często używać, zakup sprzętu nie ma sensu. Lepiej wypożyczyć narzędzie na dzień lub dwa.
Do wysokiej jakości cięcia i przygotowania spawanych profili najlepiej jest użyć specjalnego narzędzia przeznaczonego do tego celu - obcinak do rur. Za jego pomocą możesz uzyskać gładki, gładki i piękny krój.

W przypadku braku obcinaka do rur pracę można wykonać za pomocą szlifierki lub piły do metalu. Jedyne - w miejscu cięcia po takich narzędziach pozostaje grzywka. Ale nie będzie trudno go usunąć, usuwając pasek papieru ściernego.
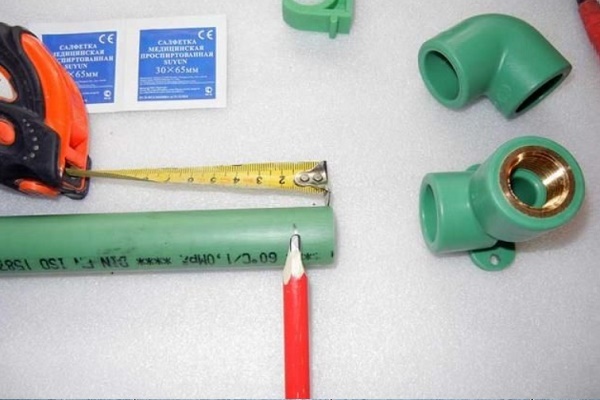
Oprócz podstawowych narzędzi do pracy potrzebne będą również:
- kwadrat;
- taśma budowlana;
- prosty ołówek lub marker.
Planując połączenie rur metodą zgrzewania na zimno, należy zakupić klej termoaktywny wykonany na bazie żywicy poliestrowej lub epoksydowej lub jego termoplastycznego analogu wykonanego wcześniej na bazie gumy.
Główne etapy technologii lutowania
Kluczowe warunki udanej instalacji wodno-kanalizacyjnej lub system grzewczy polimerów to staranne obliczenie wymaganego materiału i dobrze wykonane spawanie elementów.
Etap 1 - obliczenie materiału i komponentów
Aby ułatwić pracę, a tym samym zminimalizować błędy instalacyjne, pierwszą rzeczą, którą musisz zrobić, to narysować schemat przyszłego systemu, wskazując liczbę zwojów i gałęzi na nim. Przy obliczaniu liczby rur do każdej długości segmentu należy dodać 25–40 mm wydanych na „penetrację”.

Jeśli jeszcze nie musiałeś spawać rur polipropylenowych, doświadczeni specjaliści zalecają zakup nawet kilku odcinków rur na wstępne szkolenie. Takie koszty będą miały niską cenę i pozwolą uniknąć rażących błędów podczas instalacji systemu.
Funkcja rury polipropylenowe jest wzrostem współczynnika rozszerzalności liniowej pod wpływem wysokich temperatur.
W rezultacie: podczas ogrzewania lub zwiększania ciśnienia w systemie rury wydłużają się i z czasem zaczynają zwisać. Aby temu zapobiec, przy układaniu odcinków dłuższych niż 4-5 metrów konieczne będzie również zastosowanie kompensatorów.

Kompensatory są instalowane zarówno na odcinkach poziomych, jak i pionowych, mocując je między dwoma stałymi wspornikami. W razie potrzeby można kupić kompensatory specjalnej modyfikacji, które mogą wyeliminować rozszerzalność liniową na zakrętach rurociągu.
Dowiemy się, jak prawidłowo spawać rury polipropylenowe, aby nie było wycieków na połączeniach.
Etap 2 - lutowanie elementów rurociągu
W skrócie istota technologii spawania rury polipropylenowe polega na tym, że pod wpływem wysokiej temperatury końce zadokowanych elementów są ogrzewane i przez ścisłe dociśnięcie do siebie są połączone.

Przed rozpoczęciem pracy kawałki rur przycięte na określoną długość eliminują nierówności i zadziory. Jeśli w rurze znajduje się warstwa folii wewnętrznej lub zewnętrznej, należy ją najpierw wyczyścić za pomocą noża poprzecznego wyposażonego w dobrze naostrzone i wyregulowane noże.
Podczas usuwania izolacji za pomocą przecinarki rura musi być zagłębiona w narzędziu, aż się zatrzyma.
Prace spawalnicze do rur z tworzyw sztucznych wykonywane są w następującej kolejności:
- Połącz lutownica do rur PP do zasilania w celu rozgrzania sprzętu do optymalnej temperatury 260-270 ° C.
- Łączone segmenty rur są jednocześnie nakładane na dysze, co zapewnia najbardziej równomierne wejście. Ta praca powinna być wykonana szybko i pewnie.
- Po wytrzymaniu czasu określonego w instrukcji do momentu stopienia się złączek i końców rur wyjmują elementy z dysz grzewczych.
- Dokuj stopione końce razem, delikatnie ściskając się przez 15-20 sekund.
- Połączone części są pozostawione w pozycji statycznej, dzięki czemu szew całkowicie się ochładza, a połączenie staje się monolityczne.
Czas ogrzewania można określić na podstawie instrukcji dostarczonych z urządzeniem lub korzystając z poniższej tabeli.

Nie można pominąć wymagań dotyczących czasu ogrzewania podanych w tabeli. Niewystarczające ocieplenie nie jest w stanie zapewnić niezawodnego połączenia. Nadmierne przegrzanie spowoduje „wyciek” polipropylenu i deformację części.
W rezultacie: na wewnętrznej powierzchni spoin powstają wypukłości, co znacznie zmniejszy średnicę rurociągu.

Po zakończeniu polimeryzacji i zestaleniu, co zajmuje około 20 sekund, złącze jest gotowe. Korzystając z tej samej technologii, wszystkie kolejne węzły są lutowane do gorzkiego końca, podczas gdy system grzewczy lub dostawa wody z polipropylenu nie będzie w pełni zmontowany.
Parametry temperaturowe lutowanie rur PP podano w artykule, z którym niezależni mistrzowie domu powinni zdecydowanie zapoznać się przed rozpoczęciem pracy.
Krótki przewodnik po zdjęciach do spawania rur PP
Poniższy wybór zdjęć krok po kroku pomoże zwizualizować sekwencję pracy nad montażem rurociągu polipropylenowego i połączeniem jego części:
Typowe błędy instalacji
Główne błędy, które popełniają początkujący podczas pracy z produktami polimerowymi:
- Części grzewcze. W czasie nagrzewania części powinny znajdować się w najbardziej równomiernej pozycji. Najmniejsze przemieszczenie może niekorzystnie wpłynąć na parametry operacyjne całego systemu hydraulicznego.
- Dokuj spolimeryzowane końce. Podczas prasowania stopionych końców elementów nie można obracać części wokół jej osi. Może to prowadzić do tego, że szew nie będzie wystarczająco mocny.
- Wyrównanie. Podczas łączenia elementów dozwolona jest tylko niewielka regulacja ich wyrównania, której czas trwania procedury wynosi nie więcej niż 1-2 sekundy.
Kolejny ważny punkt: podczas lutowania złączek z łącznikami należy wziąć pod uwagę lokalizację zaworów, zapewniając im swobodny pełny skok.

Jeśli po połączeniu elementów, gdy pojawią się jakiekolwiek wątpliwości, lepiej przeciąć złącze i powtórzyć je.
Lepiej jest wyeliminować defekty na etapie montażu konstrukcji, ponieważ znacznie bardziej problematyczne jest zastąpienie przeciekającego złącza w działającym systemie.
Montaż elementów bez lutowania
Zastosowanie złączek zaciskowych i nowoczesnych klejów umożliwia przeprowadzenie instalacji rur polipropylenowych wydajnie, szybko i przy minimalnych nakładach materiałowych.
Opcja nr 1 - instalacja złączki zaciskowej
Aby wdrożyć tę metodę połączenia, musisz kupić złączki zaciskowe i użyć klucza do zaciskania.

Instalacja złączki zaciskowej obejmuje trzy główne etapy:
- Niebieską nakrętkę nakłada się na koniec rury, odcinając pod kątem prostym i usuwając zadziory.Podczas umieszczania pierścienia zagniatającego w kolorze białym należy nadać mu pozycję, w której pogrubiona część była skierowana w stronę końca rury.
- Rura jest wkładana do złączki, aż się zatrzyma, popychając pierścień zaciskowy do maksimum.
- Dokręć niebieską nakrętkę, najpierw „przynętę”, a następnie przy pomocy klucza.
Montaż złączek zaciskowych nie wymaga specjalnej wiedzy i umiejętności. Produkty są dostarczane gotowe do instalacji na sprzedaż. Ich instalację można wykonać w każdych warunkach temperaturowych.
Opcja nr 2 - klejenie elementów
Metoda klejenia służy do montażu systemu zaopatrzenia w wodę, wzdłuż którego planuje się transport wyłącznie zimnej wody. Aby zastosować metodę „zgrzewania na zimno”, należy użyć „agresywnej” kompozycji klejowej typu LN-915.

Aby chronić skórę rąk przed przypadkowym wniknięciem kompozycji i „korozją” jej aktywnych składników, procedury klejenia najlepiej wykonywać w rękawicach ochronnych.
Sekwencja działań podczas łączenia produktów:
- Sprawdź zgodność kątów cięcia łączonych odcinków i zaznacz miejsca do przyklejenia ołówkiem.
- Końce łączonych rur są czyszczone i odtłuszczane.
- Warstwa klejąca jest nakładana na końce rur i na obszar rozszerzeń kształtek w równej warstwie.
- Kawałki rur są wkładane do otworów armatury, koncentrując się na znakach wykonanych ołówkiem. Struktura jest utrzymywana w stałej pozycji przez trzy minuty, po czym nadmiar kompozycji usuwa się serwetką.
- Połączone elementy układa się na płaskiej powierzchni i pozostawia na 5-6 godzin do całkowitego wyschnięcia.
Spływ wody, aby sprawdzić jakość klejenia, jest możliwy tylko dzień po zakończeniu instalacji.
Podczas wdrażania tego technologia instalacji rur PP Ważne jest przestrzeganie dwóch podstawowych warunków: temperatury i wilgotności. Wszystkie prace muszą być wykonywane w temperaturze powietrza +5, +35 ° C. Podczas klejenia w czasie upałów należy wykonać pracę tak szybko, jak to możliwe, aby klej nie miał czasu na wyschnięcie przed zakończeniem montażu.
Wnioski i przydatne wideo na ten temat
Możesz dowiedzieć się o zawiłościach procesów lutowania i klejenia rur z następujących filmów:
Wideo nr 1. Jak lutować rury:
Wideo nr 2. Zespół zaopatrzenia w wodę bez lutowania:
Praca nad samonastawnymi rurami polipropylenowymi, nawet dla początkującego mistrza, nie powinna powodować szczególnych trudności. Konieczne jest jedynie jasne i sumienne przestrzeganie wszystkich norm technologicznych. A następnie zmontowany przez ciebie rurociąg zapewni ci bezproblemową obsługę.
Proszę pisać komentarze w bloku poniżej. Zadawaj pytania dotyczące kontrowersyjnych kwestii, udostępniaj informacje, które mogą być przydatne dla odwiedzających witrynę. Zostaw posty z własną opinią, publikuj zdjęcia na temat artykułu.
 Samodzielna instalacja rur polipropylenowych: technologia pracy z rurami PP
Samodzielna instalacja rur polipropylenowych: technologia pracy z rurami PP  Jak zrobić krzesło z rur polipropylenowych własnymi rękami: instrukcje krok po kroku dotyczące produkcji
Jak zrobić krzesło z rur polipropylenowych własnymi rękami: instrukcje krok po kroku dotyczące produkcji  Samodzielna instalacja rur miedzianych: technologia instalacji rur miedzianych
Samodzielna instalacja rur miedzianych: technologia instalacji rur miedzianych  Zrób to sam montaż rur z tworzyw sztucznych: technologia połączeń i przykłady okablowania
Zrób to sam montaż rur z tworzyw sztucznych: technologia połączeń i przykłady okablowania  Połączenie rur z tworzywa sztucznego z metalem: analiza najlepszych metod i niuansów montażowych
Połączenie rur z tworzywa sztucznego z metalem: analiza najlepszych metod i niuansów montażowych  Samodzielna instalacja rur HDPE: instrukcje spawania + sposób gięcia lub prostowania takich rur
Samodzielna instalacja rur HDPE: instrukcje spawania + sposób gięcia lub prostowania takich rur  Ile kosztuje podłączenie gazu do prywatnego domu: cena organizacji dostaw gazu
Ile kosztuje podłączenie gazu do prywatnego domu: cena organizacji dostaw gazu  Najlepsze pralki z suszarką: ocena modelu i wskazówki dla klientów
Najlepsze pralki z suszarką: ocena modelu i wskazówki dla klientów  Jaka jest temperatura barwowa światła i niuanse wyboru temperatury lamp do własnych potrzeb
Jaka jest temperatura barwowa światła i niuanse wyboru temperatury lamp do własnych potrzeb  Wymiana gejzeru w mieszkaniu: wymiana dokumentów + podstawowe normy i wymagania
Wymiana gejzeru w mieszkaniu: wymiana dokumentów + podstawowe normy i wymagania {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Ten artykuł będzie przydatny dla osób, które nigdy nie miały do czynienia z rurami z tworzyw sztucznych i jak je połączyć. Nie jestem w tym nowy, ale mam pytanie. Wystąpił problem z autonomicznym ogrzewaniem. Grzech wyciek w systemie.Czy więc rurka polipropylenowa może się rozszerzać, gdy system się nagrzewa, ale dzieje się to nie po 30-40 minutach, ale po 3 godzinach? Mówią, że tak, ale myślę, że to reasekuracja producenta. Powiedz mi
Witam Przede wszystkim powiem ci, że musisz użyć wzmocnionych rur, które mają znacznie niższy współczynnik rozszerzalności liniowej. Warto również wziąć pod uwagę fakt, że rury PP miękną w temperaturze + 140 * C, chociaż stwierdzono, że mogą wytrzymać temperatury do + 170 * C.
Dla przykładowego przykładu dołączę diagramy i tabele:
- o współczynnikach rozszerzalności liniowej;
- zmiana długości rury podczas ogrzewania od 0 do 60 * C (różne materiały);
- konstrukcja wzmocnionej rury PP.
Te informacje pomogą ci rozwiązać problem.
Tak, przy zwykłym połączeniu gwintowanym można to sprawdzić wizualnie, aw przypadku wycieku dokręcić lub dokręcić samodzielnie. Ale jak kontrolować jakość spoin, przyjmując pracę od mistrza? Kto powinien złożyć skargę po przerwaniu połączenia pod nieobecność i zalaniu wszystkich niższych pięter? Taką pracę naprawdę musisz wykonać sam.
Więc sam mistrz musi sprawdzić jakość wykonanej pracy. Aby zweryfikować niezawodność wszystkich połączeń i funkcjonalność komunikacji, system grzewczy jest zaciśnięty. Witryna ma cały artykuł na ten temat.
Polecam również podobną procedurę po wymianie sprzętu, adapterów, uszczelek. Ogólnie rzecz biorąc, sprawdź system grzewczy, zaciskając go przed każdym sezonem, aby nie było nieprzyjemnych niespodzianek. Zasadniczo wystarczy zwykła pompa samochodowa do pompowania opon, adapter i manometr.