Hvordan metalrør bøjes: teknologiske finesser i arbejdsydelse

Rør bøjet i vinkel har fundet anvendelse inden for olie- og kemisk industri, maskine- og apparatteknik. Ikke et eneste arkitektonisk eller byggeprojekt er afsluttet uden dem.
Alle slags fittings kan bruges til sving, men derefter kan der forekomme lækager, og nogle gange er dette simpelthen uacceptabelt af æstetiske grunde. Bøjningsrør giver et mere attraktivt udseende og høj pålidelighed - en proces, der ikke krænker deres integritet.
Vi fortæller dig, hvordan du bedst kan bøje et metalrør ved hjælp af både kold og varm teknologi. Den artikel, vi præsenterede, beskriver detaljerne ved bøjningsrør lavet af forskellige materialer. Funktionerne ved arbejde med profil og almindelige runde rør er givet.
Indholdet af artiklen:
Funktioner ved bøjningsprocessen
Hvert metal har sine egne egenskaber, uden deres overvejelse er det umuligt at give en valset metal en kompleks form. Et bøjningsrør påvirkes af radiale og tangentielle kræfter.
Førstnævnte deformerer sektionen, og sidstnævnte bidrager til udseendet af folder. Hovedkravet for det endelige resultat er, at rørets tværsnit skal forblive uændret, og at der ikke skal være korrugeringer på væggene. Bøjning giver dig mulighed for at minimere antallet af svejsninger, når du lægger rørledninger med alle slags bøjninger.
Rørbøjningsmetoder
Baseret på den krævede bøjningsvinkel, materiale og diameter på røret, kan bøjning udføres manuelt eller ved hjælp af specielt udstyr. Der skelnes også mellem varm og kold bøjning med påfyldning af rørhulen og uden at fylde den.

Efter afslutningen af belastningen forekommer et fænomen, såsom fjeder, der er direkte proportionalt med materialets elasticitetsmodul. Størrelsen af den mulige deformation afhænger også af den anvendte bøjningsmetode og objektets geometri.
Specifikationer for varm teknologi
Denne metode vælges, når det er nødvendigt at bøje et rør med en diameter på 10 cm eller mere. Deform rør på en varm måde, enten manuelt eller ved hjælp af mekanismer. Der er sådan noget som et minimum bøjningsradius.
Længden på rørets zone, der skal opvarmes, bestemmes på baggrund af rørets diameter og bøjningsvinklen. Desuden kan afrundingen ikke være mindre end diameteren af rørtidene 3.
Find længden af det opvarmede område i henhold til formlen:
L = α x d / 15
I formlen: L er den ønskede længde i mm, a er bøjningsvinklen i grader, d er diameteren på røret udenfor i mm, 15 er koefficienten. Antag, at et rør med en diameter på 200 mm skal bøjes i en vinkel på 60 °, så er L = 60 x 200/15 = 800 mm, dvs. 4 diametre.

For at bøje røret skal det opvarmes til 900⁰. Den optimale temperatur for at begynde at bøje er 760⁰ og i slutningen - 720⁰C. Ved forbrænding forringes materialets styrkeegenskaber.
Processen med varmbøjning inkluderer flere operationer:
- at lave en skabelon;
- sand pakning;
- plot markering;
- opvarmning;
- bøjning.
For ikke at deformere rørsektionen og på dens indre del i stedet for bøjning dannes der ikke slik, det indre rum er fyldt med kvartssand.
Sandet tørres foreløbigt og calcineres for at fjerne organiske urenheder ved en temperatur på 150 til 500 °, og derefter føres de gennem en fin sigte med en maskestørrelse på 3,3 x 3,3 mm. Før du begynder at fylde røret, skal du tilslutte den ene ende af det.
Som stik bruges træ- eller metalstik med åbning til udgang af gasser. Fint og vådt sand kan ikke bruges som den første sintres og klæber fast på rørets vægge, når de udsættes for varme.
Den anden, som et resultat af dannelse af damp, bidrager til udseendet af et højt indre tryk, hvilket kan få kork til at flyve ud.Tilstedeværelsen af småsten i pakningen er uacceptabel, de kan skubbe gennem rørvæggen.
Processen med at fylde røret er meget tidskrævende, så det transporteres til tårnet og giver det en let skråt eller lodret position. Eftersom bøjningens kvalitet er direkte afhængig af pakningstætningen, tappes røret kontinuerligt under hele processen. En dæmpet lyd indikerer god udfyldning af emnet.
Inden man fortsætter direkte til hovedoperationen, trækkes sektioner af fremtidige bøjninger på et sandfyldt rør, der fastgør en skabelon. Opvarmede rør i ovne eller ovne. De bøjes både manuelt og mekanisk.
I sidstnævnte tilfælde anvendes specielle plader udstyret med trykstolper, ved hjælp af hvilke det opvarmede rørsektion er fastgjort og med klemmer, der tjener til at holde rørenden på pladen. Et kabel sættes på den modsatte ende af røret, hvis spænding ved hjælp af en spil eller spir får røret til at bøje.
For at forhindre, at rørvæggene deformeres, anbringes pakninger i rack-rørrummet - lige eller buet. Den frie ende med et kabel fastgjort til det er fastgjort med et stativ. Under processen skal du kontrollere rørets geometri med jævne mellemrum en skabelon på det.
Ved at bøje røret i den ønskede vinkel fjernes propper fra det ved at brænde ud eller blot blive slået ud. Sand hældes ud, røret rengøres og vaskes. Udfør en sidste bøjetest ved hjælp af en skabelon.
Kold bøjning
For at ændre konfigurationen af rør med små diametre bruges forskellige håndværktøjer til store - mekaniserede rørbøjere. Hjemme er det ofte nødvendigt at bøje vand og gas stålrørbrugt i enheden til vandforsyning og varmesystemer.
Bøjning af et rør under 90⁰ kaldes en bøjning, 180⁰ - kalach, med en afsats - en and i form af en løkke - en beslag.

Til manuel bøjning er der andre enheder. Hjemme til fremstilling af en spole til opvarmning af vand vikles et rør i rustfrit stål med en diameter på ca. 20 mm simpelthen på et stykke rør med stor diameter. Tidligere svejses en beslag på et stort rør, lægges på understøtninger og klemmes fast.
Røret er tæt pakket med sand og lukkes med korker, indsættes derefter i beslaget, og viklingen begynder. Røret, der bruges som skabelon, skal rulles, så mindst to personers indsats vil være påkrævet. Efter at have viklet, er spolen plan.

Bøjning af rustfrit stålrør eller andet materiale derhjemme kan gøres på det enkleste værktøj. Det tilrådes at ansøge om små mængder arbejde.
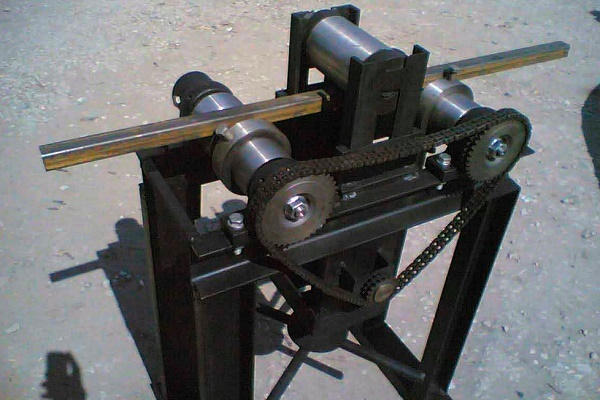
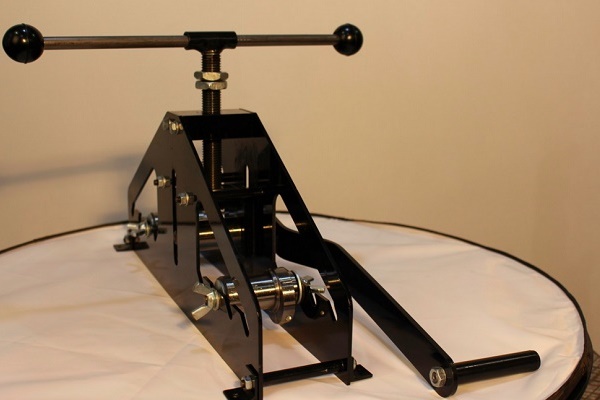
En simpel mekanisk maskine til bøjning af et rør kan bygges med egne hænder, især hvis du har en svejseregenskaber og kender svejsemaskinen:
At gøre en primitiv rørbøjningsanordning har brug for en betonplade, stifter lavet af metal og en hammer. Pladen er opdelt i celler 40 x 40 eller 50 x 50 mm. På hjørnerne af cellerne bores huller med en puncher, og stifter indsættes i dem.
Det rørformede produkt indsættes mellem benene og bøjes ved hjælp af kraft. Nøjagtighed med denne metode til bøjning er ikke ideel, men at bruge emnet derhjemme er ganske tilstrækkeligt. For bøjning med større nøjagtighed kan du bruge en enhed, der er lavet på basis af en donkraft.

Så at det indre lumen i røret ikke deformeres, anvender midler, der modvirker denne proces indefra. Som interne begrænsere bruges sand oftest. Samtidig indsættes et stik i den ene ende af røret, og sand hældes gennem den anden, derefter tilstoppes det med en kork. Derefter udføres bøjning.
Undertiden er begrænseren en fjeder, der er specielt lavet til dette formål. Brug en ledning med en diameter på 1 til 4 mm til vikling. Fjederen skal frit komme ind i røret ved bøjningspunktet og efterlade en del af ledningen udenfor.
Det hydrauliske system af håndværktøj, bærbare og stationære maskiner letter i høj grad bøjningsprocessen og fremskynder processen med rørdeformation:
Efter bøjning fjernes fjederen ved at trække i tråden. I tilfælde af arbejde med et rør, der har et kvadratisk tværsnit, vælges en tråd med det samme tværsnit til fremstilling af fjederen.
Et bundt af tråd, der består af separate segmenter, der skubber et indad ad gangen til stedet for den fremtidige bøjning, er også velegnet til dette formål. Når operationen er afsluttet, fjernes segmenterne også en ad gangen. Du kan manuelt bøje et rustfrit rør med et tværsnit på op til 4 cm og en vægtykkelse på 0,3 cm.

For at arbejde med store diametre har du brug for professionelt udstyr. Der er rørbøjningsmaskiner udstyret med en dorn. Dette strukturelle element er en almindelig metalstang.

Før bøjningsprocessen startes, placeres den inden for at forhindre deformation af rørvæggene. Dornerne inkluderet i sættet har en anden sektion, så du kan vælge den rigtige til en bestemt diameter på rørprodukter.
Ændring af konfigurationen af ikke-jernholdige metalrør
Der er en meget nyttig egenskab i ikke-jernholdige metaller - høj duktilitet. De har imidlertid utilstrækkelig styrke. Under bøjning kan der som følge af påføring af tryk- og trækræfter forekomme sammenbrud eller brud på røret. For at forhindre, at dette sker, skal du strengt følge teknologien.
Hvordan bøjes kobber- og messingrør?
Til bøjning af kobber såvel som messingrør bruges både varme og kolde metoder. Når du vælger det første som det indre fyldstof, skal du vælge sand, det andet - smeltet kolofonium. Bøjeteknologien er den samme som for stålrør.
Rørprodukter fremstillet af kobber og messing inden koldbøjning udsættes for udglødning med efterfølgende afkøling. Temperaturområdet for begge materialer er det samme - fra 600 til 700 ° C. Forskellen er i kølemediet - kobber anbringes i vand, og messing afkøles i luft.
Efter afslutningen af processen fjernes kolofonium ved at smelte den. For at forhindre brud på røret starter processen under ingen omstændigheder fra midten af røret, kun fra enderne. Som bøjeanordninger bruges både enkle værktøjer og sofistikerede værktøjsmaskiner.
Manuelle rørbøjere fungerer på grund af en persons fysiske indsats, mens hydrauliske bøjninger reducerer disse anstrengelser til et minimum. Både disse og andre er udstyret med udskiftelige dyser for muligheden for at vælge den ønskede diameter.

Det er meget lettere at arbejde med kobber- og messingrør end med stålrør, men metaldeformering under bøjning forekommer i henhold til de samme fysiske love. På en bøjet del oplever den ydre overflade spændinger, som et resultat af, at væggene bliver tyndere.
Omvendte processer forekommer inde i røret - væggen trækkes sammen og bliver tykkere. Der er en risiko for at forvandle det cirkulære tværsnit til en oval og reducere det betingede pas, så du kan ikke begynde at bøje uden at tage foranstaltninger for at forhindre disse fænomener.
Bøjning af aluminiumsrør
De vigtigste metoder til bøjning af aluminiumsrør er de samme som messing eller kobber:
- skubbe mellem ruller;
- rullende;
- rullende væk;
- trykket.
Før du beslutter dig for, hvordan og hvordan man bøjer aluminiumsrør, skal du gøre dig bekendt med hver enkelt. Den første metode bruges til tyndvæggede rør med en maksimal diameter på 10 cm, når du skal få en blid bøjning med små nøjagtighedskrav. Den minimale radius er strengt reguleret her. Dets værdi er 5-6 rørdiametre.
Plottets krumning bestemmer afbøjningsrullens placering. På denne måde er dekorative elementer i interiøret oftest lavet. På den anden måde bøjes rørmateriale med stor diameter, til hvilke der anvendes 3-rørs rørbøjninger. Røret trækkes mellem drivrullerne, hvis orientering bestemmer bøjningsradiusen.

Nøjagtigheden af denne metode er endnu lavere end den foregående, men delen kan underkastes gentagen bøjning og gentagelse af processen, indtil den ønskede geometri er opnået.
Bøjning af tyndvæggede rør i aluminium kan udføres manuelt efter at være forberedt korrekt:
Tilbageførselsmetoden tilvejebringer ikke tilstedeværelsen af et internt fyldstof, så det bruges ikke til at opnå små radier. Når du vælger denne metode, fungerer det ikke at opfylde de strenge krav til sektionens ovalitet.
Til deformation af et aluminiumsrør ved tryk anvendes presser med matricer monteret på dem med en matrix med den ønskede form. Den givne geometri opnås som et resultat af påvirkningen af trykket, der udøves udefra.
I nogle tilfælde kan trykket være internt, når røret anbringes i formen, og væsken forsynes indeni med et tryk, der er tilstrækkeligt til at presse det mod væggene.
Det er ikke let at bøje duralumin-rør, som dette materiale er ret hårdt og fjedrende. For at lette processen fyres de straks inden bøjning ved en temperatur på 350 til 400 ° C, derefter venter de, indtil rørene er afkølet naturligt i luft.
Metoder til bøjning af rør med stor diameter
Relativt for nylig viste metoder er rørbøjning, der involverer industrielle og højfrekvente strømme og bøjning med spænding. I det første tilfælde anvendes en højtydende højfrekvensinstallation, hvor et rør med en diameter på 95 - 300 mm opvarmes, bøjes og afkøles.
Den består af to dele - en mekanisk en i form af en bøjemaskine og en elektrisk en, inklusive en elektrisk del og en højfrekvent installation.
Røret deformeres kun i det opvarmede område, der er placeret i induktionszonen. Ændring af geometrien til en forudbestemt størrelse sker under påvirkning af en afbøjningsrulle. Ved hjælp af denne metode kan der opnås en bøjning med en krumning med lille radius.
Bøjning ved hjælp af den anden metode udføres på bøjemaskiner, hvis sæt inkluderer et roterende bord. Store træk- og bøjningskræfter virker på røret. Dette giver dig stejle buede bøjninger med en konstant vægtykkelse omkring hele omkredsen.
Metoden bruges til at bøje rør med stor diameter, der anvendes i luftfarten, bilindustrien, skibsbygning, hvor der stilles høje krav til rørledningen. Fordelen er muligheden for at bøje rør med en væg fra 2 - 4 mm til 180⁰.
Funktioner er fleksibelt profilassortiment
Profilrørprodukter har et mere æstetisk udseende end deres modstykker med et cirkulært tværsnit, så det findes ofte i husholdningsstrukturer. Ved bøjning virker kompressionskræfter på det indefra og trækstyrker udefra. Vælg omhyggeligt en bøjningsmetode, inden du fortsætter med denne handling.
Profilsortimentet inkluderer rør med et tværsnit i form af en firkantet, oval, rektangel.
Der er flere nuancer, og du skal ikke glemme dem, når du gør fleksible formede rør derhjemme uden specielt udstyr:
- Den optimale længde af det bøjede afsnit til profilerede rør med tynde vægge og et afsnit på op til 2 cm er rørhøjden ganget med 2,5.
- For tykvæggede rør bestemmes længden af bøjningszonen ved at multiplicere tværsnittet med tre. Ellers kan cracking af materialet udefra eller dets deformation indefra ikke undgås.
- Minimumsværdien af krumningsradiusen er det bøjede tværsnit ganget med 2,5.
Uden at overveje disse krav kan du ikke engang håbe på et godt resultat. Bøjningsmetoder adskiller sig ikke fra dem, der bruges, når man arbejder med produkter med cirkulært tværsnit. Derudover kan du bruge metoden til manuel bøjning med implementering af tværgående snit, der udføres på tre sider af røret.
Længden på udskæringer og deres antal bestemmes ved beregning. Antag, at der er et rør 40 x 90 mm. Det er nødvendigt at afslutte en fuld sving, dvs. bøj dig langs væggen 40 mm i en vinkel på 180 ° med en radius på 150 mm. Beregn først længden af halvcirklen langs den ydre radius:
L = (2π r: 2 = 2x 3,14 x 190): 2 = 596,6 mm
For den indre radius er beregningerne de samme:
Lvn. = (2 x 3,14 x 150): 2 = 471 mm.
Summen af længderne af udskæringer på den indre radius bestemmes af formlen: Lout = L - Lin = 596,6 - 471 = 126 mm.
Ønsker at gøre det selv manuel rørbender eller profil rørbøjningsmaskine med vores egne hænder i de artikler, vi har foreslået, vil vi finde en masse nyttige oplysninger, diagrammer og nyttige anbefalinger.
Hvis du tænker på, at en slibemaskine kan skære 5 mm bred, får du på bøjningsplanet med en længde på 126 mm 25 spalter, hvorefter røret bøjes, indtil kanterne på skærene kommer i kontakt. Sporene brygges, og sømmene rengøres.

Der er en anden måde, hvorpå profil og runde rør er bøjet, men det kan kun bruges om vinteren. For at gøre dette, sæt rørene i enderne af røret, fyld vandet ud og vent, indtil det hærder. Røret er bøjet og styrer processen med en skabelon, derefter fjernes propperne og væsken fjernes.
Konklusioner og nyttig video om emnet
Klip nr. 1. Lær hvordan du bøje et rør ved hjælp af improviserede værktøjer fra denne video:
Klip nr. 2. Sådan bøjes et rør fra ethvert afsnit i en cirkel:
Klip nr. 3. En hjemmelavet rørbender er en nødvendig ting i husholdningen:
Når man udfører reparationer eller bygger et hus, opstår der ofte behovet for at bøje røret - rundt eller profil. Hvis lydstyrken er lille, kan du gøre det selv. Massebøjning af rørprodukter er kun mulig med specielt udstyr.
Fortæl os om, hvordan du bøjede et metalrør til et drivhus eller til andre formål. Del teknologiske nuancer, der kun er kendt for dig, med besøgende på stedet. Skriv kommentarer i blokken herunder, send et foto om artiklen, still spørgsmål.
 Rørskæring i en vinkel: fordele og ulemper ved forskellige metoder + eksempel på arbejde
Rørskæring i en vinkel: fordele og ulemper ved forskellige metoder + eksempel på arbejde  Trykprøvning af metal-plastrør: arbejdets rækkefølge og nuancer
Trykprøvning af metal-plastrør: arbejdets rækkefølge og nuancer  Pressefittings til plastrør: typer, mærkning, formål + installationseksempel
Pressefittings til plastrør: typer, mærkning, formål + installationseksempel  Hvordan er trenchless rørlægning: metodefunktioner + arbejdseksempel
Hvordan er trenchless rørlægning: metodefunktioner + arbejdseksempel  Lodning af polypropylenrør: arbejdsregler og analyse af mulige fejl
Lodning af polypropylenrør: arbejdsregler og analyse af mulige fejl  Udskiftning af badeværelsesrør: En trinvis vejledning til arbejde
Udskiftning af badeværelsesrør: En trinvis vejledning til arbejde  Hvor meget koster det at forbinde gas til et privat hus: prisen for at organisere gasforsyningen
Hvor meget koster det at forbinde gas til et privat hus: prisen for at organisere gasforsyningen  De bedste vaskemaskiner med tørretumbler: modelvurdering og kundetips
De bedste vaskemaskiner med tørretumbler: modelvurdering og kundetips  Hvad er lysets farvetemperatur og nuancerne ved at vælge lampernes temperatur, der passer til dine behov
Hvad er lysets farvetemperatur og nuancerne ved at vælge lampernes temperatur, der passer til dine behov  Udskiftning af en geyser i en lejlighed: papirudskiftning + grundlæggende normer og krav
Udskiftning af en geyser i en lejlighed: papirudskiftning + grundlæggende normer og krav {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Fantastisk artikel 🙂